 EN
EN
 AR
AR CS
CS NL
NL FR
FR DE
DE IT
IT JA
JA KO
KO PL
PL PT
PT RU
RU ES
ES UK
UK TH
TH TR
TR- Strona Główna
- Produkty
- O Nas
- Wideo
- Aplikacja
- Wiadomości
- Centrum Pomocy
- Skontaktuj Się Z Nami

Proszek metalowy to jeden z najważniejszych elementów w przemyśle wytwarzania addytywnego (AM), stanowiąc podstawę do produkcji metalowych części drukowanych w technologii 3D. Na Konferencji Przemysłowej Technologii Druku 3D w 2013 roku eksperci zdefiniowali proszek metalowy do druku 3D...
Skontaktuj się z nami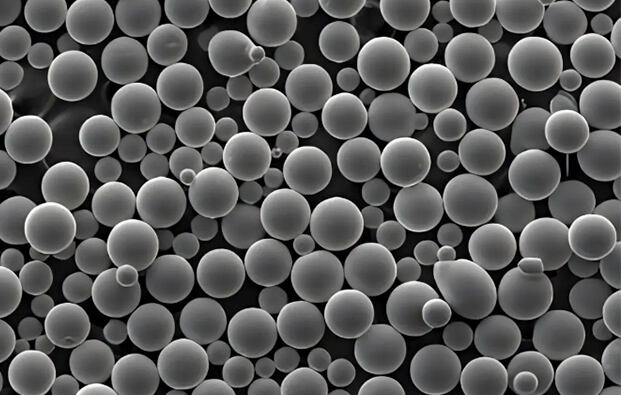
Metaliczny proszek to jeden z najważniejszych elementów w przemyśle związanym z technologią wytwarzania addytywnego wytwarzania przyrostowego (AM), stanowiąc podstawę do wytwarzania metalowych części metodą druku 3D. Na Światowej Konferencji Przemysłu Technologii Druku 3D w 2013 roku eksperci zdefiniowali drukowanie 3D proszek metaliczny jako zbiór cząstek metalicznych o średnicy poniżej 1 mm, w tym metali czystych, stopów metalowych oraz związków ogniotrwałych o właściwościach metalicznych.
Obecnie dostępne proszki metaliczne dla drukowanie 3D obejmują stopy kobaltowo-chromowe, stal nierdzewna, stali narzędziowe, stopy brązu, stopy tytanu oraz stopy niklu z aluminium. Aby spełnić surowe wymagania procesów AM, proszki metaliczne muszą charakteryzować się:
Drobny rozmiar cząstek
Wąskim rozkładem wielkości
Wysoką kulistością
Doskonałą przesięklanością
Wysoką gęstością nasypową i ubitym
W zależności od planowanego zastosowania i procesu formowania w kolejnych etapach, stosuje się różne techniki produkcji proszku. Dzielą się one na dwie główne kategorie:
Metody fizykochemiczne
Metody mechaniczne
W przemyśle metalurgii proszków elektroliza , zmniejszenie , oraz atomizacja są powszechnie stosowane, choć nie wszystkie nadają się do wytwarzania proszków stopowych. W przypadku wytwarzania addytywnego główny nacisk kładzie się na stopy tytanu , superstopu , stop niklowo-chromowy , stalo o wysokiej wytrzymałości , oraz stale narzędziowe . Aby spełnić normy jakości, proszki muszą zachować:
Niską zawartość tlenu i azotu
Wysoką kulistością
Wąski zakres wielkości cząstek
Wysoka gęstość nasypowa
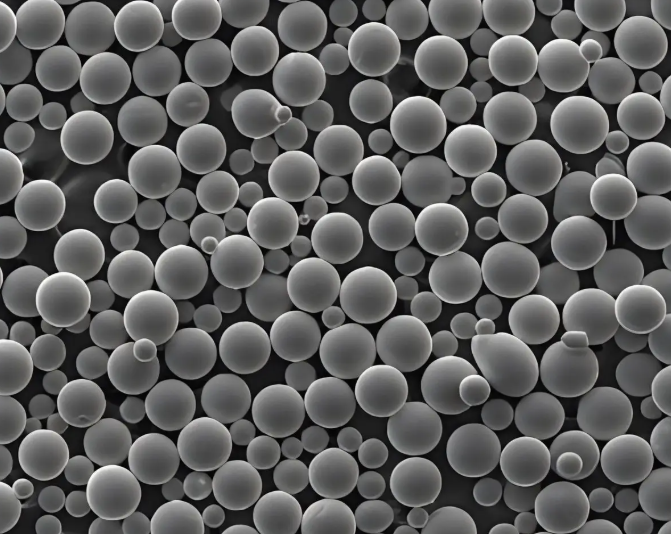
Obecnie cztery najważniejsze metody wytwarzania sferycznych proszków metalicznych do AM to:
Proces Plazmowego Elektrody Obrotowej (PREP)
Atomizacja plazmowa (PA)
Atomizacja gazowa (GA)
Sferydyzacja plazmowa (PS)
Zasada:
Pręty metalowe (elektrody) są obracane z dużą prędkością, podczas gdy ich końcówki są topione przez łuk plazmowy. Roztopiony materiał jest wyrzucany siłą odśrodkową, tworząc drobne krople, które krzepną w niemal sferyczny proszek w warunkach gazu obojętnego.
Najważniejsze funkcje:
Wytwarza czysty, wysoce sferyczny proszek
Doskonała przesiadność i jakość powierzchni
Wąski rozkład wielkości cząstek
Ograniczenia:
Niższy udział drobnych proszków (<45 μm)
Wysokie wymagania dla sprzętu (prędkość obrotowa, szczelność)
Wyższy koszt drobnych proszków
Zastosowanie:
Najlepiej nadaje się do wytwarzania sferycznych proszków stopowych, takich jak tytan i stopy o wysokiej temperaturze topnienia. Większe rozmiary cząstek są często stosowane w procesach Laser Engineered Net Shaping (LENS) lub Directed Energy Deposition (DED).
Zasada:
Drut metalowy jest wprowadzany do strefy wysokiej temperatury plazmy, gdzie jest topiony lub parowany, a następnie rozdrabniany na mikro-krople dzięki energii kinetycznej plazmy. Krople te stygną i krzepną, tworząc drobne proszki podczas opadania przez komorę z gazem obojętnym.
Najważniejsze funkcje:
Wysoki udział proszków ultra-drobnych (<45 μm)
Minimalna liczba pustych cząstek lub uwięzionego gazu
Doskonały do stopów o wysokiej temperaturze topnienia
Ograniczenia:
Wymaga drutu jako surowca, co ogranicza elastyczność w zakresie stopów
Wyższe koszty produkcji wynikające z przetwarzania drutu
Obecność pewnej ilości proszku satelitarnego
Zastosowanie:
Idealny do zastosowań w wytwarzaniu addytywnym wymagającym wysokiej czystości i drobnoziarnistych proszków. Dobrze nadaje się do stopów tytanu stosowanych w topieniu selektywnym laserem (SLM) i topieniu wiązką elektronową (EBM).
Rodzaje:
VIGA (Atomizacja gazowa w próżni indukcyjnej)
Do stopienia metalu w próżni wykorzystywany jest tygiel. Strumień ciekłego metalu jest rozdrabniany na krople przez strumień wysokociśnieniowego gazu obojętnego.
EIGA (Topienie elektrody indukcyjne w gazie obojętnym)
Stopienie obracającej się metalowej elektrody odbywa się przy użyciu cewek indukcyjnych, eliminując konieczność stosowania tygla i zmniejszając ryzyko zanieczyszczenia.
Najważniejsze funkcje:
Wysoka Efektywność i Kosztowność
Szeroka kompatybilność ze stopami (stal, nikiel, kobalt, aluminium, miedź)
Kontrolowana wielkość cząstek
Ograniczenia:
Kształtność gorsza niż w przypadku metod opartych na plazmie
Wyższa zawartość cząstek satelitarnych i porowatego proszku
Wchwytywanie powietrza czyni go mniej odpowiednim do zastosowań w EBM lub gorącego izostatycznego prasowania (HIP)
Zastosowanie:
Szeroko stosowany do wytwarzania proszków do procesów SLM i DED. Ciągłe ulepszenia, takie jak atomizacja ultradźwiękowa czy laminarna struga gazowa, poprawiły jakość proszków do AM.
Zasada:
Nieregularne proszki metalowe są wprowadzane do palnika plazmowego o częstotliwości radiowej (RF). Cząstki są ogrzewane do temperatury bliskiej lub powyżej ich temperatury topnienia, a następnie szybko chłodzone, tworząc sferyczne cząstki pod wpływem napięcia powierzchniowego.
Najważniejsze funkcje:
Wysoka kulistość i gładkie powierzchnie
Dobra przesięklność
Odpowiedni do metali trudno topnych (tantal, wolfram, niob, molibden)
Ograniczenia:
Długie cykle ogrzewania
Zwiększona zawartość tlenu dzięki zwiększonej powierzchni
Utrata lotnych składników stopowych podczas topnienia
Zastosowanie:
Głównie stosowany do ponownego przetwarzania proszków niesferycznych na sferyczne. Wartościowy również do odzyskiwania używanych lub recyklingowych proszków
| Metoda | Kształt cząstek | Wielkość proszku | Wydajność drobnego proszku (<45 μm) | Koszt | Uwagi |
|---|---|---|---|---|---|
| Przygotowanie | Wysoko sferyczny | Średni lub gruby | Niski | Wysoki | Idealny do czystych, dużych sferycznych proszków |
| PA | Prawie kulisty | Dobrze | Bardzo wysoki | Wysoki | Najlepszy do bardzo drobnych proszków |
| GA | Sferyczna | Szeroki zakres | Wysoki | Niski | Szeroko stosowany w przemyśle |
| PS | Kulisty (z nieregularnego) | Zmienna | Uzależniony od surowca | Średni | Stosowany do ponownego przetwarzania lub rafinacji proszków |
Na całym świecie technologie wytwarzania addytywnego szybko się rozwijają w zakresie materiałów, urządzeń i zastosowań. Choć obecnie główny nacisk kładzie się na sam proces drukowania, rozwój materiałów metalicznych w fazie proszku – w szczególności projektowanie stopów, urządzenia produkcyjne oraz technologie sferoidalne o niskich kosztach – pozostaje kluczową, a zarazem niedostatecznie rozwiniętą dziedziną.
Aby wspierać solidny i niezależny ekosystem AM, należy zwrócić większą uwagę na infrastrukturę produkcji proszków, innowacje procesowe i badania materiałowe. Budowanie kompetencji w tych obszarach jest niezbędne do rozwoju wydajnych, ekonomicznych i skalowalnych rozwiązań druku 3D metali.