Bodový svařovač vs. laserový svařovač: Konečný průvodce výběrem pro dílnu – žádné lítost po přečtení!
V dílenské výrobě výběr správného svařovacího zařízení přímo určuje produktivitu, kvalitu výrobků a konkurenceschopnost podniku. Jako dvě základní svařovací technologie se bodový svařovač a laserový svařovač výrazně liší v oblasti aplikací...
V dílní výrobě výběr správného svařovacího zařízení přímo určuje produktivitu, kvalitu výrobků a konkurenceschopnost podniku. Jako dvě základní svařovací technologie se bodové svařovací stroje a laserové svařovací stroje výrazně liší v oblasti uplatnění, výkonu a investic do nákladů. Správná volba může zdvojnásobit výrobní efektivitu a zvýšit kvalitu, zatímco špatná volba může omezit kapacitu a způsobit dodatečné náklady. Mnoho majitelů dílen se potýká s touto otázkou: Které zařízení lépe vyhovuje jejich potřebám? Tento článek podrobně analyzuje výhody a nevýhody obou technologií – od základních rozdílů a principů fungování přes podrobné srovnání až po rozhodování o výběru – a pomáhá vám přesně určit optimální svařovací řešení pro vaši dílnu.
I. Základní rozdíly na pohled: Klíčové odlišnosti v jedné tabulce
Rozměr porovnání
Bodový spářič
Laserové svařovací zařízení
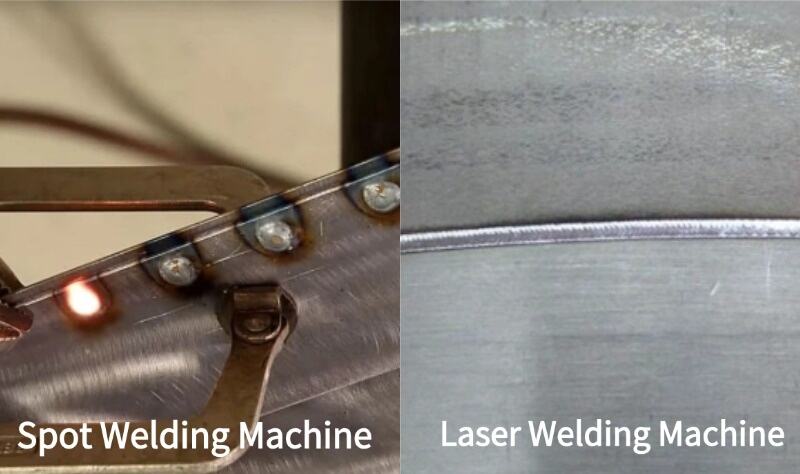
Efekt svařování
Vytváří bodové svary se stlačeninami na povrchu a zřetelnou deformací
Spojité svarové švy s hladkým, estetickým povrchem a minimální tepelnou deformací
Materiální slučitelnost
Především vhodné pro ocelové plechy; obtížně zpracovatelné materiály, jako je hliníková slitina
Široká uplatnitelnost – umožňuje svařování oceli, hliníku, mědi, různých kovů apod.
Výrobní efektivita
Rychlé jednobodové svařování, nízká účinnost při vícebodovém či dlouhém svařování a složitá automatizace
Vysokorychlostní spojité svařování, snadná integrace s automatizací a vysoká flexibilita
Celková cena
Nízká počáteční pořizovací cena, ale vysoké náklady na spotřební materiál (měděné elektrody) a údržbu; vyžaduje kvalifikované svařovače
Cena za vstupní modely začíná od 2 500 USD, žádný spotřební materiál, bezúdržbový provoz a snadné ovládání pro začátečníky
Scénáře aplikací
Hromadná standardizovaná výroba a základní zpracování při přísném rozpočtovém omezení
Výroba přesných výrobků s cílem dosáhnout dlouhodobé konkurenceschopnosti a přizpůsobitelnosti různým scénářům použití
II. Rozbor pracovního principu: základní logika obou technologií
1. Bodový svařovač: „bodové spojení“ pomocí odporového tepla
Bodový svařovač funguje na základě účinku odporového ohřevu: měděné elektrody sevřou překrývající se kovové plechy, následované pulzy vysokointenzitního proudu. Proud vyvolá soustředěné teplo v místech kontaktu kovů, které okamžitě roztaví kov a vytvoří „svařovací kapku“. Celý proces trvá pouze několik milisekund a probíhá ve čtyřfázovém cyklu – stlačení, svařování, udržení a uvolnění – za účelem zajištění pevného spoje pod tlakem. Tato technologie je zaměřena na „ohřev v bodovém kontaktu“ a je proto vhodná pro jednoduché překryvné spojování.
2. Laserový svařovač: „Přesné sloučení“ pomocí zaměřených laserových paprsků
Laserové svařovací stroje pracují na zcela odlišné logice: Jako zdroj tepla využívají vysoce koncentrovaný laserový paprsek, který přesně ozáří svářecí šev obrobku a roztaví a spojí materiály. Jelikož se jedná o bezkontaktní proces, umožňuje přesnou kontrolu tepelného vstupu a podporuje dvě základní technologie: sváření klíčovou dírou (keyhole welding) pro hluboké pronikání a vodivostní sváření (conduction welding) pro hladké povrchy. Tato vlastnost „přesné regulace energie“ činí tento způsob sváření výhodnějším v komplexních svářecích scénářích.
III. Podrobné srovnání: 5 rozměrů pro posouzení výhod a nevýhod
1. Kvalita a pevnost sváru: Souboj estetiky a stability
Bodový svařovací stroj: Kvalita svařování závisí zcela na vzniku svářecích kapek (weld nuggets). Tlak elektrod zanechává na povrchu obrobku zřetelné stopy. Navíc je tepelně ovlivněná zóna (HAZ) kolem každé kapky relativně široká, což může způsobit výraznou tepelnou deformaci okolních materiálů a negativně ovlivnit rovnost a rozměrovou přesnost součásti;
Laserový svařovač: Vytváří spojité a rovnoměrné svarové švy, které jsou nejen esteticky přitažlivé a hladké, ale také konstrukčně pevné. Zaměřením energie na mikroskopický bod dosahuje vysokého poměru hloubky ke šířce pro hluboké proniknutí při minimálním tepelném vstupu. To má za následek vynikající pevnost spoje, odolnost proti únavě materiálu a těsnicí vlastnosti, čímž se ideálně hodí pro aplikace vyžadující vzduchotěsnost nebo odolnost vůči dynamickým zatížením.
2. Zpracovatelská schopnost: „Šíře“ a „úzkost“ přizpůsobitelnosti materiálu
Bodový svařovač: Jeho použitelnost je zásadně omezena vodivostí materiálu. Nejlépe se osvědčuje u překryvného spojování vodivých plechů, jako je nízkouhlíková ocel a nerezová ocel. U materiálů s rychlou tepelnou vodivostí a snadnou oxidací povrchu (např. hliníkové slitiny) je nutné použít drahé specializované zařízení a povrchovou úpravu, přesto mohou být výsledky svařování stále nestabilní;
Laserový svařovač: Vyniká výjimečnou kompatibilitou s materiály. Nezávisle na vodivosti dokáže svařovat různé kovy, jako jsou ocel, hliník, měď a titan, a dokonce i neslučitelné kombinace kovů, například hliník-ocel nebo měď-mosaz. Ať už jde o svařování ultratenkých fólií (bez proražení), hluboké propojení tlustých desek nebo zpracování odrazivých či speciálních slitin – úkolů, které představují výzvu pro většinu ostatních svařovacích metod – zvládá bez potíží.
3. Výrobní efektivita: Rychlost v éře automatizace
Bodový svařovač: I když je jednobodové svařování rychlé, účinnost prudce klesá u vícebodového svařování nebo u dlouhých svárů. Každý bod vyžaduje samostatné nastavení elektrod, což činí proces postupným a omezuje celkový výkon. Automatizace pro složité díly vyžaduje součinnost více svařovacích pistolí, čímž se zvyšuje složitost a náklady na systém;
Laserový svařovač: Je synonymem rychlého spojitého svařování; nekontaktní světelný paprsek se může pohybovat podél svárových švů rychlostí několika metrů za minutu. Jeho největší výhodou v moderní výrobě je bezproblémová integrace s roboty – jednotka laserového robota dokáže snadno provést dlouhé sváry i složité trojrozměrné konturové svařování. Může se přizpůsobit více variantám dílů bez nutnosti výměny forem, čímž umožňuje skutečně flexibilní automatizaci bez přítomnosti obsluhy pro výrobu s vysokou diverzifikací a nízkým objemem.
4. Investice do nákladů: Krátkodobé úspory versus dlouhodobá hodnota
Bodový svařovač: Jeho největší výhodou je nízká počáteční pořizovací cena, avšak celkové náklady na vlastnictví jsou vysoké. Spotřební materiál, jako jsou měděné elektrody, je třeba často vyměňovat; pravidelná údržba robotických paží a transformátorů je nákladná; kromě toho je spotřeba energie vysoká. Navíc obvykle vyžaduje kvalifikované svařovače pro nastavení parametrů a zajištění kvality, což zvyšuje personální náklady a závislost na odborné expertní znalosti.
Laserový svařovač: Rozrušuje tradiční představu o „vysokých investicích“ – pokročilé vláknové laserové svařovače začínají již od 2 500 USD. Provozní náklady jsou ještě výhodnější: Zdroj vláknového laseru má životnost až 100 000 hodin, nevyžaduje žádné spotřební materiály a jeho provoz je bezúdržbový. Klíčové je také, že se s ním velmi snadno ovládá – začátečníci zvládnou základní operace během 5–10 minut, čímž odpadá nutnost najímat drahé odborné svařovače.
5. Přizpůsobivost dílny: Požadavky na prostředí a infrastrukturu
Bodový svařovač: Vyžaduje vysoce kvalitní infrastrukturu dílny, včetně napájecího systému s velkým výkonem schopného dodávat pulzy vysokého proudu. Svařovací proces generuje výrazný hluk, rozstřikující se roztavený kov a výpary, což vyžaduje ochranné bariéry pro obsluhu i zařízení a vede k relativně náročnému prostředí v dílně;
Laserový svařovač: Bezpečnost má nejvyšší prioritu; moderní stroje jsou vybaveny plně uzavřeným bezpečnostním designem laseru třídy 1. Lze je bezpečně provozovat v otevřených dílnách bez dodatečné ochrany a osoby v okolí nepotřebují žádná zvláštní opatření. Výroba kouře je mnohem nižší než u obloukového svařování a stačí běžná zásuvka – není vyžadován těžký průmyslový zdroj napájení – což činí tento proces příznivějším pro prostředí dílny.
IV. Rozhodnutí o výběru: Vyberte si řešení podle svých potřeb
Kdy zvolit bodový svařovač?
Základní požadavek: sériová výroba jednoduchých plechových součástí (např. automobilové karosérie, skříně) za nejnižší počáteční investice;
Omezení materiálu: zpracování pouze vysoce vodivých materiálů, jako je nízkouhlíková ocel, a konstrukce výrobků vyžadující pouze překrývající bodové spoje;
Finanční situace: úzký krátkodobý rozpočet bez okamžité potřeby složitějších zpracovatelských možností.
Kdy je nutné použít laserový svařovač?
Požadavek na kvalitu: Výroba přesných výrobků (např. spotřební elektronika, lékařská zařízení) s přísnými požadavky na přesnost a vzhled svaru;
Scénáře zpracování: Zahrnují více materiálů (hliník, měď, nerezová ocel), různorodé kovy, ultratenké materiály nebo vyžadují těsné svary;
Potřeba flexibility: Přizpůsobení se rychlým změnám návrhu, výrobě malých sérií a složitým geometriím svarů bez častých úprav zařízení;
Dlouhodobé plánování: Zaměření na snížení celkových nákladů na vlastnictví, odstranění závislosti na kvalifikovaných svařovačích a hledání univerzálního stroje schopného zvládnout úkoly od jednoduchého bodového svařování až po složité spojité svary a 3D konturové svařování, což umožňuje přizpůsobení budoucímu rozšiřování podnikání.
 EN
EN
 AR
AR CS
CS NL
NL FR
FR DE
DE IT
IT JA
JA KO
KO PL
PL PT
PT RU
RU ES
ES UK
UK TH
TH TR
TR