 EN
EN
 AR
AR CS
CS NL
NL FR
FR DE
DE IT
IT JA
JA KO
KO PL
PL PT
PT RU
RU ES
ES UK
UK TH
TH TR
TR- Ana Sayfa
- Ürünler
- Hakkımızda
- Videolar
- Uygulama
- Haberler
- Yardım Merkezi
- Bize Ulaşın
otomotiv üretim sürecinin tamamında bileşenlerde ve tam araçlarda bilgi işaretlemesi, kalitenin sağlanması ve kökenlerin izlenebilirliğinin temel taşıdır. Benzersiz teknik avantajlarına dayanarak, fiber lazer işaretleme makinesi kademeli olarak...
Bize Ulaşın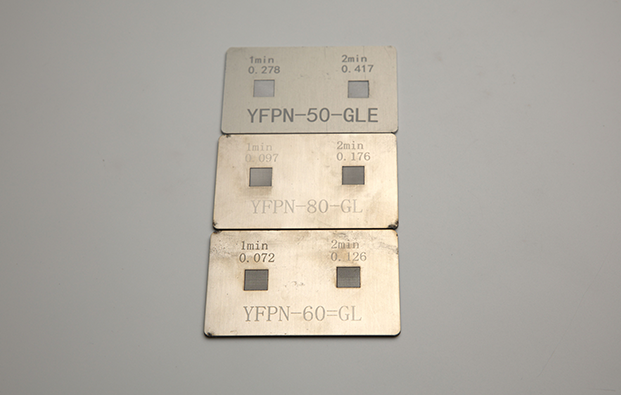
Otomotiv üretim sürecinin tamamında bileşenlerde ve tam araçlarda bilgi işaretlemesi, kalitenin sağlanması ve kökenlerin izlenebilirliğinin temel taşıdır. Benzersiz teknik avantajlarına dayanarak, fiber lazer işaretleme makinesi geleneksel işaretleme yöntemlerinin yerini kademeli olarak alıyor ve otomotiv sektöründe ince ayarlı ve akıllı yönetim elde etmek için önemli bir araç haline geliyor.
Otomotiv Sektörü Uygulamaları: Temel İşaretlemeden Akıllı İzlemeye
Lazer işaretleme, döküm, sıcak damgalama ve esnek etiketler gibi geleneksel yöntemlerin basit bir yerine geçişi değildir - sonrakiler yalnızca ürün adı, seri numarası, üretim tarihleri ve parti gibi temel bilgileri sunabildiği halde, lazer işaretleme bu temel üzerine kusursuz bir şekilde değiştirilemez temel avantajları gösterir. Temas gerektirmeyen bir işlem uygular, parçalara doğrudan temas etmez. İşleme sırasında parçalarda lokal termal etki minimum seviyededir ve işaret çizgisi hassasiyeti mikrometre seviyesine ulaşabilir, bu da parçaların orijinal hassasiyetini ve montaj toleransını hiçbir şekilde etkilemez. Aynı zamanda işaret işleme süreci temiz ve kirlilik içermez, ek tüketim maddesi gerektirmez ve birim işaret maliyetini önemli ölçüde düşürür.
Daha da önemlisi, lazer işaretleme her parça için hızlı bir şekilde benzersiz bir QR kodu oluşturabilir. Bu işlev, 'endüstriyel üretim' ile 'bilgi yönetimi'yi birbirine bağlayan temel bir halka haline gelmiş olup geleneksel yöntemlerin ulaşamadığı bir atılım temsil etmektedir. Otomotiv bileşenleri kodlama ve tanımlama, araç geri çağırma sistemleri ve yeni enerjili araçlara erişim yönetimi ile ilgili ulusal mevzuata uygun olarak otomotiv üreticileri ve tedarikçileri, bileşen grupları için benzersiz tanımlama kodları oluşturmalı, ürün izlenebilirliğini destekleyen bilgi veritabanları kurmalı ve araç konfigürasyonlarının tam süreci, fabrika muayene verileri ve diğer yönler üzerinde kontrol sağlayabilmek için ortak izlenebilirlik bilgi yönetim sistemlerini birlikte oluşturmalıdır.
QR kodlar bu talebi mükemmel şekilde karşılar: elektronik cihazlarda 2×2 mm gibi son derece küçük bir alana işaretlenebilirken, metin ve görüntüler gibi büyük miktarda bilgi taşıyabilirler. Ayrıca, tarama ekipmanları tarafından hızlı bir şekilde tanınabilirler ve bu hem üretim ritmini etkilemez hem de manuel veri girişi hatalarını büyük ölçüde azaltır. Otomotiv üretim, imalat ve pazarlamanın çeşitli aşamalarında QR kodlar parçaların "elektronik kimlik kartı" gibi işlev görerek doğru ve hızlı bilgi iletimini mümkün kılar.
 |
 |
Sahte ve kalitesiz otomotiv yedek parçalarının piyasa düzenini bozduğu ve tüketicilerin menfaatlerini zedelediği sorununa çözüm getirilirken, lazer işlemenin "benzersizliği" daha önemli bir rol oynamaktadır. Bazı firmalar orijinal parçalara özel kodlar veya şifreli QR kodlarla eşsiz kimlikler atamakta, belge numaraları, parça isimleri, parça numaraları, tedarikçi isimleri, işleme zamanları, işleme makinesi numaraları ve operatör bilgileri gibi verileri bu kimliklere bağlamaktadır. Kullanıcılar, firmanın özel sorgu kanalları üzerinden kolayca orijinallik kontrolü yapabilmektedir. Bu model, parçaların tam yaşam döngüsü boyunca takibine olanak sağlamanın yanında kaliteyle ilgili sorunların geri bildirimi ve çözüm sürecini hızlandırmakta, etkin bir şekilde araç sahiplerinin firmanın güvenini artırmaktadır.
Parametre Ayarları: Malzeme Uyumunun "Temel Kodu"
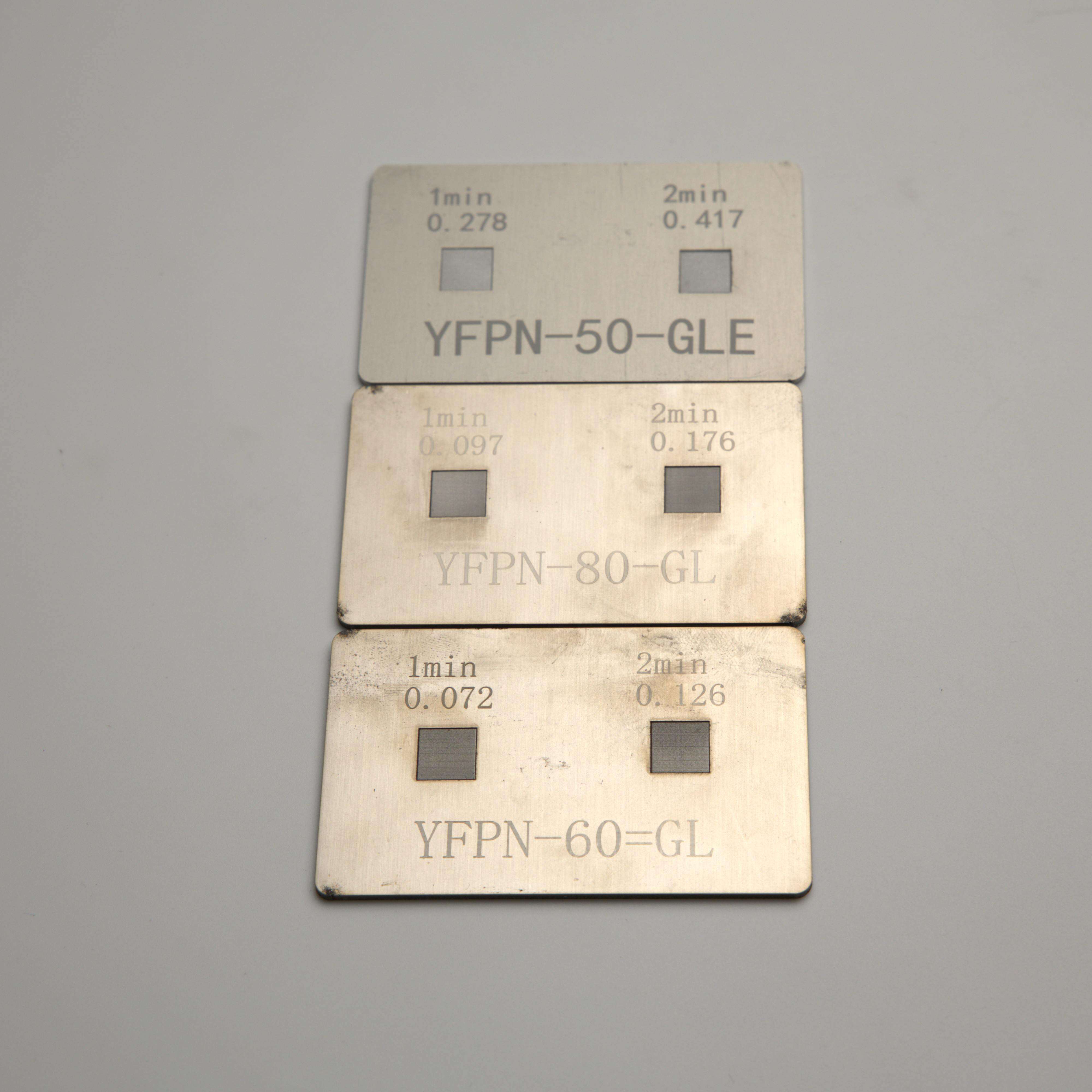
Çeşitli parametreler, çalışma alanı, nesne özellikleri, doldurma, metin ve bitmap ayarları gibi etkenler markalama etkisini etkiler. Genellikle kullanılan parametreler hız, güç ve frekanstır ve bunlar markalanacak parçanın malzemesi ve yüzey işlemesine göre ayarlanmalıdır.
(1)Hız: Tarama galvanometresinin hızından bahsetmektedir. Genel markalama süresi, hız parametrelerinden, markalama derinliğinden ve markalama alanından etkilenir. Diğer faktörler sabitken hız arttıkça markalama süresi kısalır ancak lazerin aynı alana vurma sayısı azalacağından daha sığ bir marka oluşur. Eğer hız çok yavaşsa lazer tarafından aşındırılan malzeme parça yüzeyinde birikir ve markalama derinliğini etkiler. Bu nedenle derin markalama elde edebilmek için düşük hızda birkaç kez ve ardından yüksek hızda bir kez markalama yapmak iyi bir yöntemdir.
(2) Güç: Lazer gücünün anılan gücüne göre çıkış gücünün yüzdesini ifade eder ve bu değer %0 ile %100 arasında ayarlanabilir. Daha yüksek güç, daha büyük çıkış enerjisi ve daha belirgin aşınma etkisi anlamına gelir; aksi durumda bunun tersi geçerlidir. Güç seçimi parça malzemesine, yüzey işlemeye ve doldurma parametrelerine bağlıdır. Yüksek güçte uzun süreli çalışma lazerin kullanım ömrünü etkiler.
(3) Sıklık: Birim zaman başına düşen darbe sayısını ifade eder. Frekans ne kadar yüksek olursa, işaretleme hattındaki lazer noktaları o kadar yoğun olur ve işaretleme efekti o kadar pürüzsüz olur; aksi durumda bunun tam tersi geçerlidir. Bu parametreler farklı malzemelere göre farklı şekilde ayarlanmalıdır. En yaygın kullanılan frekans aralığı 20~100 KHz'dir. Düşük frekans mekanik bir etki gösterir ve metaller ile silika jeli gibi malzemelerde iyi çalışır; yüksek frekans ise yanma etkisi gösterir ve plastikler ile PC gibi malzemeler için daha uygundur.
Sonuç: Akıllı İmalatın "İşaretleme Temel Taşı"
Bilgi teknolojilerinin hızlı gelişimiyle birlikte otomotiv imalat sanayi, geleneksel üretim modelinden akıllı üretim modeline dönüşümünü hızlandırmaktadır. Bu süreçte, "sanayileşme + bilgi teknolojileri"nin entegrasyonunu sağlayan önemli bir araç olarak öne çıkan fiber lazer işaretleme makinesi, hassas ve verimli işaretleme fonksiyonları sayesinde üretim, stoklama, sevkiyat, satış ve satış sonrası hizmetleri süreçlerinin tamamının doğru, gerçek zamanlı ve bilimsel yönetimini mümkün kılmaktadır. Bu makine, politika uyumu ve kalite izlenebilirliği gibi temel ihtiyaçları karşılamakla kalmaz, aynı zamanda sektördeki çalışma verimliliğini artırmada ve akıllı üretim uygulamalarının hayata geçirilmesinde kilit bir destek unsuru olmaktadır.
