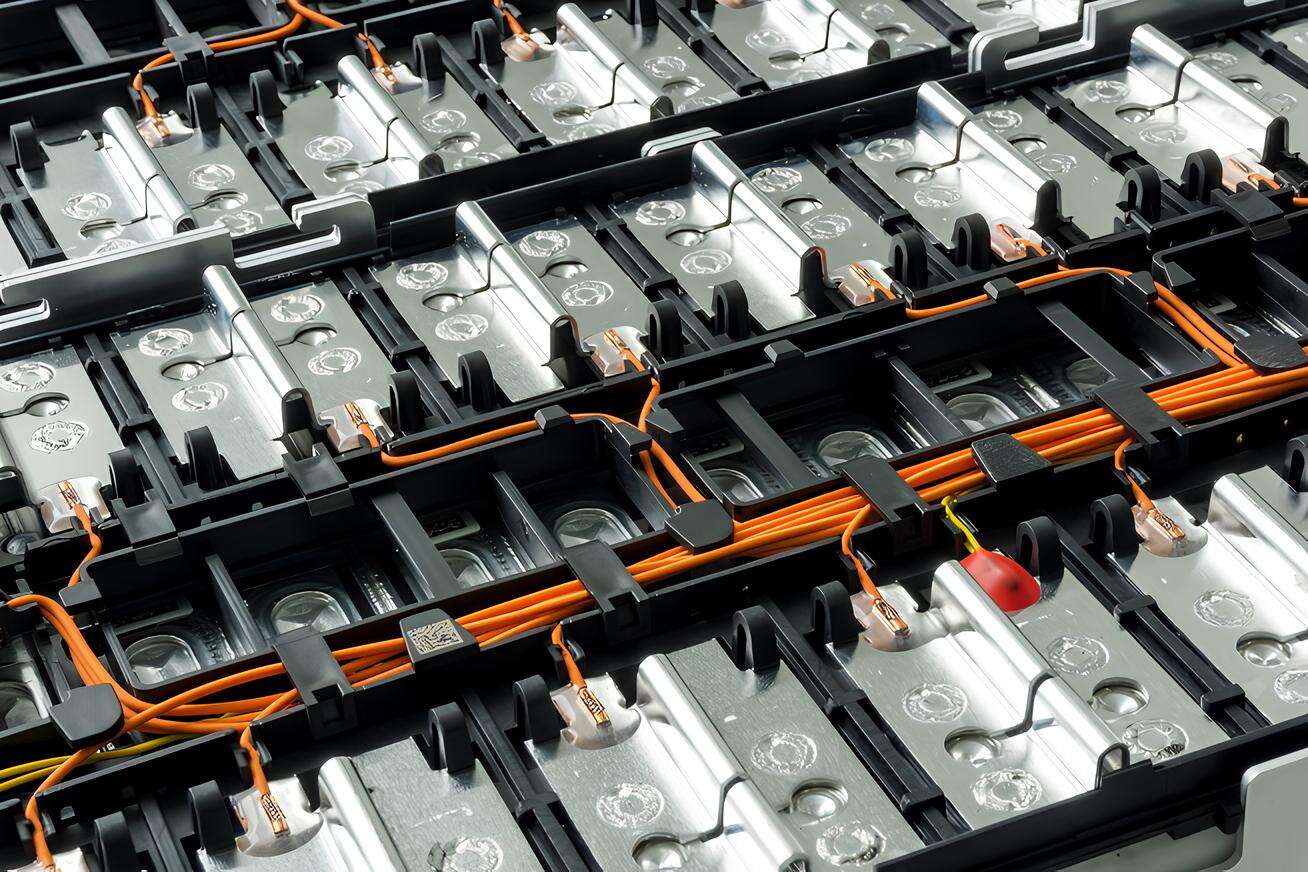
ในฐานะส่วนประกอบหลักของรถยนต์ไฟฟ้าส่วนใหญ่ ชุดแบตเตอรี่แบบปริซึ่มจะต้องทนต่อรอบการชาร์จ-ปล่อยไฟฟ้านับพันครั้ง อุณหภูมิสุดขั้ว และการสั่นสะเทือนอย่างต่อเนื่อง แผ่นบางๆ ทำจากอลูมิเนียมและทองแดงของแบตเตอรี่เหล่านี้มีความเสี่ยงสูงต่อความเสียหาย แต่เทคโนโลยีการเชื่อมด้วยเลเซอร์สมัยใหม่
การเชื่อมเลเซอร์ เทคโนโลยีสามารถทำการหลอมรวมอย่างแม่นยำได้ภายในเพียง 100 มิลลิวินาที ซึ่งช่วยปกป้องส่วนประกอบทางเคมีที่ไวต่อความร้อนภายในแบตเตอรี่ ขณะเดียวกันก็ทำให้ระบบอัตโนมัติสามารถเชื่อมรอยต่อคุณภาพสูงได้หลายสิบจุดต่อนาที บทความนี้จะอธิบายถึงโซลูชันการเชื่อมอุตสาหกรรมที่เหมาะสมที่สุดสำหรับแบตเตอรี่แบบปริซึม พร้อมเปิดเผยถึงวิธีที่เทคโนโลยีเลเซอร์ไฟเบอร์ช่วยทำให้แบตเตอรี่มีความปลอดภัยมากขึ้น ทนทานยิ่งขึ้น และพร้อมสำหรับการผลิตในระดับใหญ่
I. การเชื่อมด้วยเลเซอร์ไฟเบอร์: ทางเลือกที่อุตสาหกรรมให้ความนิยมสำหรับการเชื่อมแบตเตอรี่แบบปริซึม
ในด้านการเชื่อมแบตเตอรี่แบบปริซึม ระบบเลเซอร์ไฟเบอร์ได้ก้าวข้ามวิธีการแบบดั้งเดิม เช่น การเชื่อมแบบต้านทาน และกลายเป็นทางเลือกหลักในโรงงานผลิตทั่วโลก เนื่องจากมีข้อได้เปรียบอย่างชัดเจนในด้านความเร็ว ความแม่นยำ และความน่าเชื่อถือ จุดแข็งหลักของเทคโนโลยีนี้แสดงออกผ่านห้ามิติสำคัญ:
1. การเชื่อมด้วยความเร็วสูงพิเศษ ปรับเปลี่ยนประสิทธิภาพการผลิต
เลเซอร์ไฟเบอร์สามารถเชื่อมต่อได้มากกว่า 12 จุดต่อวินาที (720 จุดต่อนาที) เร็วกว่าการเชื่อมแบบความต้านทาน 3-4 เท่า สำหรับโรงงานที่ผลิตแพ็กแบตเตอรี่ 100,000 ชิ้นต่อปี ข้อได้เปรียบด้านความเร็วนี้สามารถลดเวลาการผลิตลงได้ 65%-75% ช่วยลดต้นทุนแรงงานอย่างมีนัยสำคัญ และเร่งวงจรคืนทุน ตอบสนองความต้องการในการผลิตจำนวนมากในระดับใหญ่ได้อย่างสมบูรณ์แบบ
2. ความแม่นยำระดับไมครอน รับประกันความสม่ำเสมอในการเชื่อม
ลำแสงเลเซอร์สามารถโฟกัสให้เป็นจุดที่มีเส้นผ่านศูนย์กลาง 0.1 มิลลิเมตร โดยควบคุมการเบี่ยงเบนของความร้อนไว้ภายใน ±2% ไม่ว่าจะเป็นการเชื่อมแถบ никเกิล หรือการเชื่อมบัสบาร์ ล้วนให้ผลลัพธ์การเชื่อมที่มั่นคงและเชื่อถือได้ ความแม่นยำสูงนี้ทำให้ความต้านทานสัมผัสต่ำกว่า 0.1 มิลลิโอห์ม และจำกัดการสูญเสียความจุของแบตเตอรี่ไว้ไม่เกิน 0.3% ซึ่งดีกว่าวิธีการแบบดั้งเดิมที่มีการสูญเสียความจุ 2%-5% เป็นการขจัดความแปรปรวนของคุณภาพออกไปโดยสิ้นเชิง
3. การรวมระบบอัตโนมัติไร้รอยต่อ เพื่อเพิ่มอัตราผลผลิต
ระบบการเชื่อมแบตเตอรี่แบบอัตโนมัติรุ่นใหม่รวมหัวเลเซอร์น้ำหนักเบาเข้ากับหุ่นยนต์ที่ใช้ภาพนำทาง เพื่อสร้างระบบตรวจสอบแบบวงจรปิดที่ทำงานเรียลไทม์ ระบบสามารถตรวจจับข้อบกพร่องจากการเชื่อมได้ภายใน 50 มิลลิวินาที ทำให้มั่นใจได้ว่าจะมีอัตราผลผลิตชิ้นแรกผ่านเกณฑ์อยู่ที่ 99.7%-99.9% ในสภาพแวดล้อมการผลิตปริมาณมาก ช่วยให้สามารถผลิตสินค้าคุณภาพสูงได้อย่างต่อเนื่องโดยไม่ต้องพึ่งพาการแทรกแซงของมนุษย์
4. การเชื่อมต่อที่มีความต้านทานต่ำ เพื่อเพิ่มประสิทธิภาพของแบตเตอรี่
ข้อต่อที่มีความต้านทานต่ำซึ่งเกิดจากการเชื่อมด้วยเลเซอร์ สามารถเพิ่มประสิทธิภาพโดยรวมของชุดแบตเตอรี่ได้ 1.2%-1.8% เทคโนโลยีนี้ถูกนำไปใช้ในโซลูชันแบตเตอรี่หลักๆ เช่น Tesla 4680 และ CATL Kirin Architecture ข้อต่อเหล่านี้ยังคงมีความเสถียรหลังจากผ่านกระบวนการชาร์จ-ปล่อยไฟฟ้ามากกว่า 5,000 รอบ ทำให้เพิ่มระยะทางการขับขี่ได้อีก 7-12 ไมล์สำหรับชุดแบตเตอรี่ขนาด 100kWh โดยไม่ต้องเปลี่ยนแปลงส่วนประกอบทางเคมีของแบตเตอรี่
5. เขตที่ได้รับผลกระทบจากความร้อนในระดับจุลภาค ปกป้องโครงสร้างของแบตเตอรี่
การปั่นเลเซอร์ไฟเบอร์ ทำให้การหลอมรวมสมบูรณ์ภายในเวลาเพียง 50-100 มิลลิวินาที ซึ่งจำกัดโซนที่ได้รับผลกระทบจากความร้อนให้อยู่ในช่วงจุลภาคเพียง 0.15-0.3 มิลลิเมตร วิธีนี้ช่วยป้องกันตัวแยกและอิเล็กโทรไลต์ที่ไวต่อความร้อนภายในแบตเตอรี่จากการเสียหายจากความร้อนได้อย่างมีประสิทธิภาพ ความแข็งแรงของการเชื่อมขั้นสุดท้ายมักจะสูงกว่าวัสดุพื้นฐานอยู่ 15%-25% ช่วยเสริมความมั่นคงของโครงสร้างแพ็คแบตเตอรี่ได้อย่างมาก
II. เทคโนโลยีการเชื่อมสามประเภทหลัก: การปรับตัวให้เหมาะสมกับความต้องการผลิตที่แตกต่างกัน
เพื่อตอบสนองต่อคุณลักษณะเฉพาะทางโครงสร้างและความท้าทายในการผลิตของแบตเตอรี่แบบปริซึม จึงมีเทคโนโลยีการเชื่อด้วยเลเซอร์สามประเภทที่กลายเป็นตัวเลือกหลัก โดยสามารถปรับใช้อย่างยืดหยุ่นตามการออกแบบแบตเตอรี่ ปริมาณการผลิต และข้อกำหนดด้านคุณภาพ:
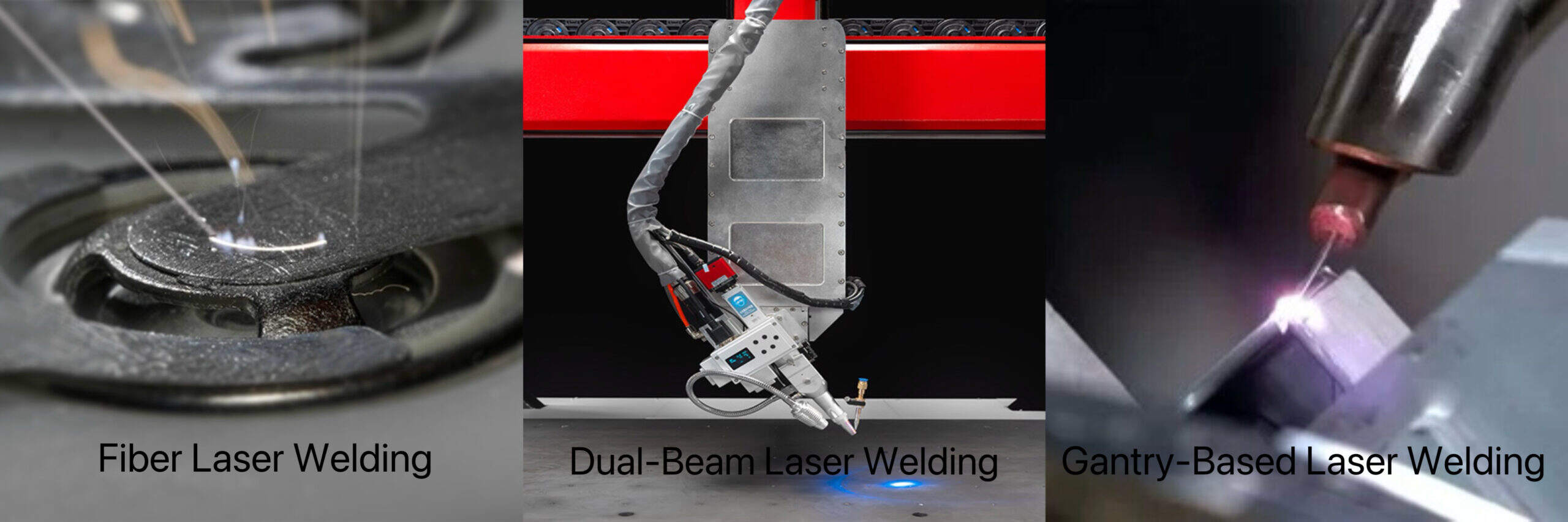
1. ระบบการเชื่อมด้วยไฟเบอร์เลเซอร์: ความลงตัวระหว่างความหลากหลายและการแม่นยำ
ระบบดังกล่าวมีความสามารถในการเข้ากันได้กับวัสดุที่แข็งแกร่ง สามารถเชื่อมวัสดุหลายชนิด เช่น ทองแดง อลูมิเนียม และนิกเกิล บนแพลตฟอร์มเดียวกันได้ โดยสามารถสลับระหว่างแผ่นอลูมิเนียมหนา 0.3 มิลลิเมตร กับบัสบาร์ทองแดงหนา 0.5 มิลลิเมตร ผ่านซอฟต์แวร์โดยไม่ต้องเปลี่ยนฮาร์ดแวร์ ครอบคลุมช่วงกำลังไฟตั้งแต่ 500 วัตต์ ถึง 6 กิโลวัตต์ มีคุณภาพลำแสง M²<1.1 และขนาดจุดโฟกัสต่ำกว่า 0.15 มิลลิเมตร ด้วยการป้อนความร้อนต่ำ (15-25 จูล) ทำให้ควบคุมการเพิ่มขึ้นของอุณหภูมิที่ระยะ 3 มิลลิเมตร ให้อยู่ต่ำกว่า 15°C จึงหลีกเลี่ยงความเสียหายต่อแผ่นแยกและอิเล็กโทรไลต์ได้ สำหรับการเชื่อมต่อโลหะต่างชนิด จะจำกัดความหนาของชั้นเปราะของ Al-Cu ไว้ที่ 2-5 ไมครอน โดยมีค่าความต้านทานคงที่ต่ำกว่า 0.08 มิลลิโอห์ม หลังจากผ่านวงจร 8,000 รอบ แสดงให้เห็นถึงความมั่นคงที่ยอดเยี่ยม
2. เทคโนโลยีเลเซอร์สองลำแสง: การปิดผนึกอย่างมีประสิทธิภาพตามมาตรฐานที่เข้มงวด
ด้วยการใช้การกระจายพลังงานแบบ 7:3 ระหว่างลำแสงตรงกลางและลำแสงแบบแหวน ทำให้มั่นใจได้ถึงการหลอมรวมอย่างล้ำลึกและการปิดผนึกที่ไม่รั่ว โดยมีอายุการใช้งานของอุปกรณ์ 10-15 ปี พร้อมระบบตรวจสอบแบบเรียลไทม์ภายใน 2 มิลลิวินาที ซึ่งชดเชยความแตกต่างของความหนาของวัสดุโดยอัตโนมัติ เพื่อรักษาระดับความแม่นยำของความกว้างการปิดผนึกไว้ที่ ±0.05 มิลลิเมตร ด้วยความเร็วในการเชื่อม 200-400 มิลลิเมตรต่อวินาที ช่วยลดระยะเวลาไซเคิลลง 40%-50% และควบคุมปริมาณรูพรุนต่ำกว่า 0.5% นอกจากนี้ยังลดอุณหภูมิสูงสุดขณะเชื่อมลง 80-120°C ลดผลกระทบจากความร้อนได้อย่างมีนัยสำคัญ อัตราการรั่วของฮีเลียมต่ำถึง 1×10⁻⁹ มิลลิบาร์·ลิตร/วินาที ได้รับการนำไปใช้โดยผู้ผลิตชั้นนำ เช่น LG และ Samsung SDI ซึ่งเป็นไปตามมาตรฐานอุตสาหกรรมที่เข้มงวด
3. ระบบเลเซอร์แบบแกนตี้: ทางเลือกอันแม่นยำสำหรับการเชื่อมแนวยาว
เหมาะสำหรับการเชื่อมแนวต่อเนื่องยาว โดยมีความแม่นยำในการจัดตำแหน่งที่ ±0.02 มิลลิเมตร สำหรับงานเชื่อมที่มีความยาว 200-600 มิลลิเมตร ช่วยป้องกันการบิดงอจากแรงเครียดได้อย่างมีประสิทธิภาพ ด้วยความเร็วในการเชื่อม 30-80 มิลลิเมตรต่อวินาที รองรับการเชื่อมแบบผ่านครั้งเดียวสำหรับชิ้นส่วนที่มีความหนา 1.5-2.5 มิลลิเมตร ทำให้การเจาะลึกมีความเสถียร อุปกรณ์มีความแข็งแรงดีเยี่ยม พร้อมความสามารถในการทำซ้ำได้ในระดับ ±0.01 มิลลิเมตร ช่วยกำจัดข้อผิดพลาดจากการสั่นสะเทือนที่พบบ่อยในหุ่นยนต์แขนกล พร้อมติดตั้งกล้องความเร็วสูง 5,000 เฟรมต่อวินาที สามารถตรวจจับข้อบกพร่องภายในได้ภายใน 100 มิลลิวินาที ลดอัตราการปฏิเสธผลิตภัณฑ์ลง 0.8% ทำให้เหมาะสมกับการเชื่อมชิ้นส่วนผนังหนา หรือแนวเชื่อมยาว
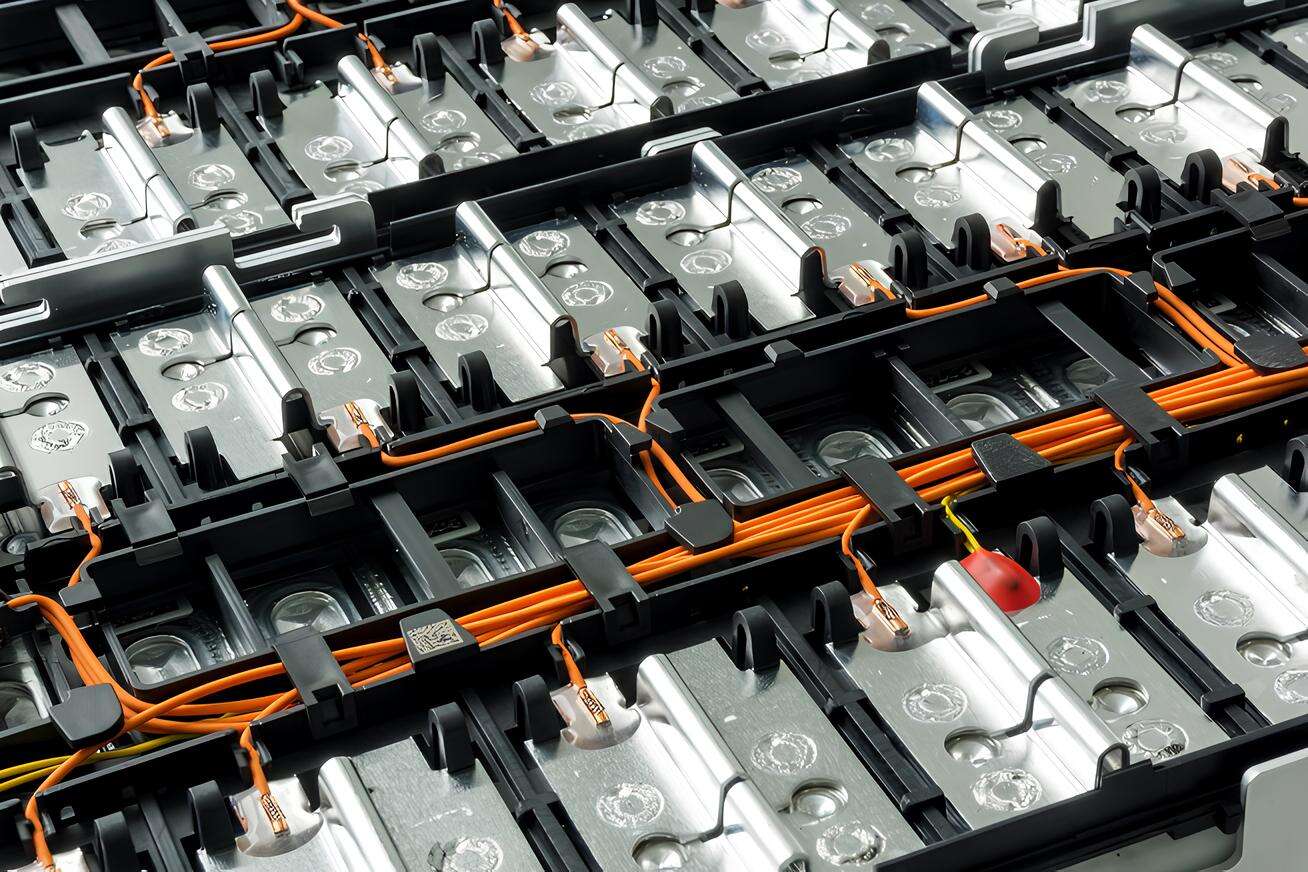
III. จุดสำคัญของการปรับใช้เทคโนโลยีหลักสำหรับการเชื่อมแบตเตอรี่แบบปริซึม
โครงสร้างแบนเรียบรูปสี่เหลี่ยมของแบตเตอรี่แบบปริซึ่มก่อให้เกิดความท้าทายเฉพาะด้านการเชื่อมที่แตกต่างอย่างชัดเจน โซลูชันการเชื่อมคุณภาพสูงจำเป็นต้องตอบสนองความต้องการหลักสี่ประการ ได้แก่ การทำให้กระบวนการอัตโนมัติที่ความเร็วสูง การส่งลำแสงอย่างแม่นยำ ความหลากหลายของวัสดุ และการตรวจสอบแบบเรียลไทม์
1. การผสานรวมระบบอัตโนมัติที่ความเร็วสูง ปรับตัวตามจังหวะการผลิตจำนวนมาก
ระบบการเชื่อมอัตโนมัติจำเป็นต้องรองรับสายการผลิตที่ทำงานด้วยความเร็วสูง 200-400 หน่วยต่อชั่วโมง โดยกลไกการป้อนวัสดุควบคุมความคลาดเคลื่อนในการจัดตำแหน่งแบตเตอรี่ภายในช่วง ±0.05 มิลลิเมตร ระบบวิชันเซนเซอร์ใช้เวลาเพียง 150 มิลลิวินาทีในการสแกนฉลาก ทำให้สามารถเปลี่ยนเซลล์แบตเตอรี่ได้ภายใน 2 วินาที ส่วนการตรวจสอบคุณภาพออนไลน์จะวิเคราะห์เขตการหลอมรวมภายใน 120 มิลลิวินาทีโดยใช้อัลกอริธึมปัญญาประดิษฐ์ (AI) เพื่อให้มั่นใจว่าอัตราผลผลิตครั้งแรกเกินกว่า 99.5% ซึ่งสอดคล้องอย่างสมบูรณ์กับจังหวะของการผลิตจำนวนมากในระดับใหญ่
2. การส่งลำแสงอย่างแม่นยำ ปรับตัวเข้ากับสถานการณ์การเชื่อมที่ซับซ้อน
ระบบสแกนติดตั้งแกลวานอมิเตอร์ที่มีความเร็ว 8,000 มิลลิเมตรต่อวินาที ช่วยขยายการครอบคลุมด้านมิติ สามารถตอบสนองความต้องการทั้งการเชื่อมแบตเตอรี่แบบถุง (pouch battery) และโมดูลแบตเตอรี่ที่เชื่อมด้วยบัสบาร์ โดยขนาดจุดเชื่อมสามารถปรับได้ระหว่าง 0.1-0.8 มิลลิเมตร ฟังก์ชันโฟกัสอัตโนมัติแบบเรียลไทม์ช่วยชดเชยการเปลี่ยนแปลงของความสูงภายใน 10 มิลลิวินาที ทำให้มั่นใจได้ถึงความสม่ำเสมอและความแม่นยำในการเชื่อมที่ตำแหน่งต่างๆ
3. ความหลากหลายของวัสดุที่แข็งแกร่ง เหมาะสำหรับการเชื่อมวัสดุหลายประเภท
ระบบมีความสามารถในการระบุโลหะ โดยจะปรับเอาต์พุตพลังงานโดยอัตโนมัติเพิ่มขึ้น 30%-40% สำหรับข้อต่อโลหะต่างชนิด เช่น ทองแดง/อลูมิเนียม เพื่อเพิ่มประสิทธิภาพการเชื่อม กระบวนการ "สองพัลส์" พิเศษช่วยทำความสะอาดชั้นเคลือบผิวก่อนการหลอมรวม ทำให้ได้ค่าความต้านทานการสัมผัสต่ำมากและไม่มีสะเก็ดจากการเชื่อม พร้อมผลิตข้อต่อคุณภาพสูงอย่างมั่นคงทั้งสำหรับการเชื่อมแถบนิกเกิลและการเชื่อมต่อโลหะต่างชนิด
4. การตรวจสอบกระบวนการแบบเรียลไทม์ เพื่อความปลอดภัยในการเชื่อม
เซ็นเซอร์หลายตัวทำงานร่วมกันอย่างสอดคล้องเพื่อทำการปรับเทียบพารามิเตอร์ภายใน 10 มิลลิวินาที; อาร์เรย์โฟโตไดโอดตรวจสอบการปล่อยพลาสมาเพื่อให้มั่นใจในเสถียรภาพของการเชื่อม; การตรวจจับด้วยคลื่นอัลตราโซนิกความถี่ 20-80 กิโลเฮิรตซ์ สามารถระบุข้อบกพร่องรูพรุนที่ใหญ่กว่า 0.1 มิลลิเมตร และเทคโนโลยีการถ่ายภาพความร้อนจำกัดเขตที่ได้รับผลกระทบจากความร้อนไว้ไม่เกิน 0.5 มิลลิเมตร เพื่อปกป้องโครงสร้างภายในของแบตเตอรี่อย่างสมบูรณ์
IV. การเชื่อมด้วยเลเซอร์ เทียบกับวิธีแบบดั้งเดิม: ชนะด้วยข้อได้เปรียบหลัก 5 ประการ
เมื่อเทียบกับวิธีการแบบดั้งเดิม เช่น การเชื่อมแบบต้านทาน การเชื่อมด้วยเลเซอร์ได้แสดงถึงข้อได้เปรียบที่ครอบคลุมในด้านการนำไฟฟ้า ความยืดหยุ่น แรงเครียดทางกล การปิดผนึก และความสม่ำเสมอของกระบวนการ จนกลายเป็นมาตรฐานอุตสาหกรรม:
1. การนำไฟฟ้าที่เหนือกว่า เพิ่มประสิทธิภาพของแบตเตอรี่
ความต้านทานสัมผัสของข้อต่อที่เชื่อมด้วยเลเซอร์ต่ำกว่า 0.05 มิลลิโอห์ม ซึ่งต่ำกว่าการเชื่อมแบบจุดด้วยความต้านทาน 40%-60% ชุดแบตเตอรี่ขนาด 100 กิโลวัตต์-ชั่วโมงสามารถลดการสูญเสียความร้อนได้ 180-250 วัตต์ ทำให้ระยะทางเพิ่มขึ้น 8-14 ไมล์ต่อการชาร์จหนึ่งครั้ง โดยไม่ต้องเปลี่ยนแปลงองค์ประกอบทางเคมีของแบตเตอรี่
2. การเชื่อมแบบไม่สัมผัส เหมาะกับโครงสร้างที่ซับซ้อน
การเชื่อมด้วยเลเซอร์เป็นกระบวนการที่ไม่ต้องสัมผัส โดยลำแสงสามารถเข้าถึงพื้นที่เว้าและช่องแคบได้อย่างง่ายดาย ซึ่งข้อต่อขนาดใหญ่ของการเชื่อมแบบความต้านทานแบบดั้งเดิมไม่สามารถเข้าถึงได้ ระบบส่งลำแสงสามารถรักษาระดับความแม่นยำที่ 0.02 มิลลิเมตรภายในระยะ 200 มิลลิเมตร ทำให้ไม่จำเป็นต้องใช้ระบบยึดจับด้วยแรงดันสูงที่ซับซ้อน และสามารถปรับให้เข้ากับโครงสร้างที่ซับซ้อนของแบตเตอรี่แบบปริซึม
3. ไม่มีความเครียดทางกล ปกป้องความสมบูรณ์ของแบตเตอรี่
การเชื่อมแบบต้านทานต้องใช้แรงดัน 50-200 psi ซึ่งสามารถทำให้แบตเตอรี่ที่มีผนังบางเกิดการเสียรูปได้ง่าย หรือทำลายชั้นแยกภายใน การเชื่อมด้วยเลเซอร์หลอมโลหะผ่านการดูดซับแสง โดยไม่มีความเครียดทางกลใดๆ ตลอดกระบวนการ ช่วยรักษาโครงสร้างภายในของแบตเตอรี่และลดอัตราการปฏิเสธคุณภาพลง 35%-45%
4. การปิดผนึกอย่างสนิท ยืดอายุการใช้งานของแบตเตอรี่
ความชื้นเพียง 50 ppm สามารถทำให้อายุรอบการชาร์จของแบตเตอรี่สั้นลงได้ถึง 30% พื้นที่การหลอมรวมที่แข็งแรงจากการเชื่อมด้วยเลเซอร์ มีอัตราการรั่วของก๊าซฮีเลียมต่ำกว่า 1×10⁻⁹ มิลลิบาร์·ลิตร/วินาที สามารถป้องกันการซึมเข้าของความชื้นได้อย่างมีประสิทธิภาพ รักษาความเสถียรของอิเล็กโทรไลต์ และยืดอายุการใช้งานของแบตเตอรี่ให้อยู่ที่ 12-15 ปี
5. กระบวนการที่มั่นคง รับประกันคุณภาพของผลิตภัณฑ์เป็นชุด
ขั้วไฟฟ้าสำหรับการเชื่อมความต้านทานจะเสื่อมสภาพหลังจากการใช้งาน 5,000-15,000 รอบ ในขณะที่ชิ้นส่วนออปติกของเลเซอร์สามารถรักษาระบบการทำงานอย่างมั่นคงได้นาน 3-5 ปี โดยมีค่าเบี่ยงเบนประสิทธิภาพไม่เกิน ±3% สิ่งนี้ช่วยให้มั่นใจได้ถึงคุณภาพการเชื่อมที่สม่ำเสมอระหว่างแบตเตอรี่ลูกที่หนึ่งกับลูกที่ 500,000 ซึ่งรับประกันความเสถียรในการผลิตจำนวนมาก
สรุป
การเลือกโซลูชันการเชื่อมที่เหมาะสมสำหรับแบตเตอรี่แบบปริซึมเป็นการลงทุนเชิงกลยุทธ์เพื่อยกระดับประสิทธิภาพการผลิต ยืดอายุการใช้งานผลิตภัณฑ์ และเสริมความแข่งแกร่งในตลาด แม้ต้องเผชิญกับข้อจำกัดด้านประสิทธิภาพของโซลูชันการเชื่อมแบบดั้งเดิม ระบบเลเซอร์อัตโนมัติด้วยความแม่นยำและ tốc độสูงมาก สามารถลดการสูญเสียความร้อนได้อย่างมีนัยสำคัญ เพิ่มอัตราผลผลิตของผลิตภัณฑ์ และเร่งระยะเวลาในการออกสู่ตลาด ในยุคที่สมรรถนะของแบตเตอรี่กำหนดความสำเร็จในตลาด การปรับเปลี่ยนมาใช้เทคโนโลยีการเชื่อมด้วยเลเซอร์จะช่วยให้สายการผลิตของคุณพร้อมสำหรับอนาคต และรักษามาตรฐานคุณภาพแบตเตอรี่ระดับโลก พร้อมที่จะปฏิวัติกระบวนการผลิตของคุณหรือยัง? ติดต่อเราตอนนี้เพื่อรับการทบทวนกระบวนการทำงานเฉพาะทาง และให้เราออกแบบโซลูชันการเชื่อมที่เหมาะสมที่สุดเพื่อตอบโจทย์เป้าหมายการผลิตของคุณ
 EN
EN
 AR
AR CS
CS NL
NL FR
FR DE
DE IT
IT JA
JA KO
KO PL
PL PT
PT RU
RU ES
ES UK
UK TH
TH TR
TR