ในการผลิตในโรงงานซ่อมบำรุง การเลือกอุปกรณ์เชื่อมที่เหมาะสมจะส่งผลโดยตรงต่อประสิทธิภาพการผลิต คุณภาพของผลิตภัณฑ์ และความสามารถในการแข่งขันของธุรกิจ ทั้งเครื่องเชื่อมจุด (Spot Welder) และเครื่องเชื่อมด้วยเลเซอร์ (Laser Welder) ซึ่งเป็นเทคโนโลยีการเชื่อมหลักสองประเภทนั้นมีความแตกต่างกันอย่างชัดเจนในแง่ของสถานการณ์การใช้งาน สมรรถนะ และการลงทุนด้านต้นทุน การเลือกอุปกรณ์ที่ถูกต้องสามารถเพิ่มประสิทธิภาพการผลิตเป็นสองเท่าและยกระดับคุณภาพได้ ในขณะที่การเลือกผิดอาจจำกัดกำลังการผลิตและก่อให้เกิดต้นทุนเพิ่มเติม ผู้ประกอบการโรงงานซ่อมบำรุงจำนวนมากจึงประสบความยากลำบากในการตัดสินใจว่า “อุปกรณ์ชนิดใดเหมาะสมกับความต้องการของตนมากกว่ากัน” บทความนี้จะวิเคราะห์ข้อดี-ข้อเสียของทั้งสองประเภทอย่างละเอียด ตั้งแต่ความแตกต่างพื้นฐาน หลักการทำงาน การเปรียบเทียบแบบเจาะลึก ไปจนถึงแนวทางการตัดสินใจเลือก เพื่อช่วยให้คุณระบุและเลือกโซลูชันการเชื่อมที่เหมาะสมที่สุดสำหรับโรงงานของคุณได้อย่างแม่นยำ
I. ความแตกต่างหลักในภาพรวม: ความแตกต่างสำคัญที่สรุปไว้ในตารางเดียว
| มิติของการเปรียบเทียบ |
เครื่องเชื่อมจุด |
เครื่องปั่นเลเซอร์ |
| ผลของการเชื่อม |
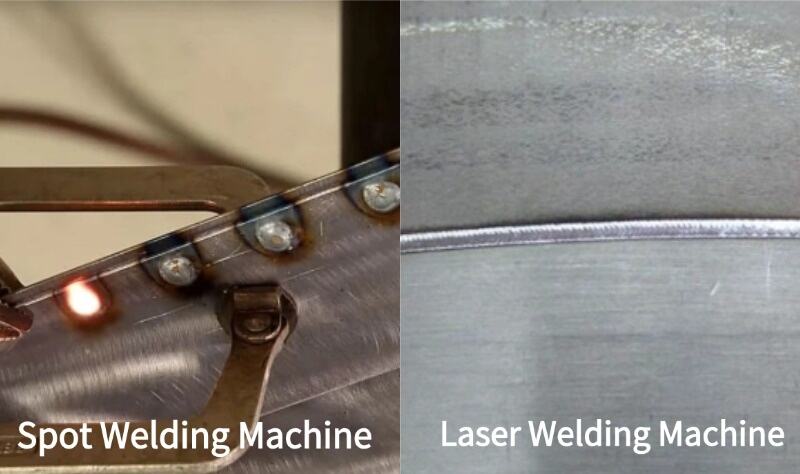
สร้างรอยเชื่อมจุดที่มีรอยบุ๋มบนผิวหน้าและเกิดการเปลี่ยนรูปร่างอย่างชัดเจน |
สร้างรอยเชื่อมแบบต่อเนื่องที่มีผิวเรียบเนียน สวยงาม และเกิดการเปลี่ยนรูปร่างจากความร้อนน้อยมาก |
| ความเข้ากันของวัสดุ |
เหมาะสำหรับแผ่นเหล็กเป็นหลัก; ยากต่อการจัดการวัสดุที่ท้าทาย เช่น อลูมิเนียมอัลลอยด์ |
ใช้งานได้กว้างขวาง—สามารถเชื่อมโลหะชนิดต่าง ๆ ได้ เช่น เหล็ก อลูมิเนียม ทองแดง และโลหะต่างชนิดกัน |
| ประสิทธิภาพการผลิต |
การเชื่อมแบบจุดเดียวเร็ว แต่มีประสิทธิภาพต่ำในการเชื่อมหลายจุดหรือรอยเชื่อมยาว และการควบคุมระบบอัตโนมัติซับซ้อน |
การเชื่อมแบบต่อเนื่องความเร็วสูง ผสานเข้ากับระบบอัตโนมัติได้ง่าย และมีความยืดหยุ่นสูง |
| ต้นทุนรวม |
ราคาเริ่มต้นต่ำ แต่มีค่าใช้จ่ายสูงสำหรับวัสดุสิ้นเปลือง (ขั้วไฟฟ้าทองแดง) และค่าบำรุงรักษา; ต้องอาศัยช่างเชื่อมที่มีทักษะสูง |
เริ่มต้นที่ 2,500 ดอลลาร์สหรัฐฯ สำหรับรุ่นระดับเริ่มต้น ไม่มีวัสดุสิ้นเปลือง ไม่ต้องบำรุงรักษา และใช้งานง่ายสำหรับผู้เริ่มต้น |
| สถานการณ์การประยุกต์ใช้งาน |
การผลิตแบบมาตรฐานจำนวนมากและการแปรรูปพื้นฐานภายใต้งบประมาณที่จำกัด |
การผลิตสินค้าที่ต้องการความแม่นยำ ส่งเสริมความสามารถในการแข่งขันในระยะยาว และรองรับการใช้งานได้หลากหลายสถานการณ์ |
II. การวิเคราะห์หลักการปฏิบัติงาน: ตรรกะหลักของเทคโนโลยีทั้งสองประเภท
1. เครื่องเชื่อมแบบจุด: "การเชื่อมแบบจุด" ผ่านความร้อนจากความต้านทาน
เครื่องเชื่อมแบบจุดทำงานโดยอาศัยหลักการให้ความร้อนจากการต้านทาน: ขั้วไฟฟ้าทำจากทองแดงจะหนีบแผ่นโลหะที่ซ้อนทับกัน จากนั้นจึงส่งกระแสไฟฟ้าความเข้มสูงเป็นช่วงสั้นๆ กระแสไฟฟ้าดังกล่าวจะสร้างความร้อนอย่างเข้มข้นบริเวณจุดสัมผัสของโลหะ ทำให้โลหะละลายทันทีและเกิดเป็น "จุดเชื่อม" (weld nugget) กระบวนการทั้งหมดใช้เวลาเพียงไม่กี่มิลลิวินาที โดยดำเนินตามวงจร 4 ขั้นตอน ได้แก่ การบีบอัด (squeezing), การเชื่อม (welding), การคงแรงกดไว้ (holding) และการปล่อยแรงกด (releasing) เพื่อให้มั่นใจว่าการเชื่อมจะแน่นหนาภายใต้แรงกด เทคโนโลยีนี้เน้นการให้ความร้อนแบบ "สัมผัสจุดเดียว" จึงเหมาะสำหรับสถานการณ์การต่อเชื่อมแบบแผ่นซ้อนทับกันอย่างเรียบง่าย
2. เครื่องเชื่อมด้วยเลเซอร์: "การหลอมรวมอย่างแม่นยำ" ด้วยลำแสงเลเซอร์ที่โฟกัสอย่างคมชัด
เครื่องเชื่อมด้วยเลเซอร์ทำงานตามหลักการที่แตกต่างโดยสิ้นเชิง: ใช้ลำแสงเลเซอร์ที่มีความเข้มข้นสูงเป็นแหล่งความร้อน โดยฉายแสงไปยังรอยต่อของชิ้นงานอย่างแม่นยำ เพื่อทำให้วัสดุละลายและประสานกันเป็นเนื้อเดียว กระบวนการนี้เป็นแบบไม่สัมผัส (non-contact) จึงสามารถควบคุมปริมาณความร้อนที่ป้อนเข้าได้อย่างแม่นยำ สนับสนุนเทคโนโลยีหลักสองแบบ ได้แก่ การเชื่อมแบบคีย์โฮล (keyhole welding) สำหรับการเจาะลึก และการเชื่อมแบบนำความร้อน (conduction welding) สำหรับพื้นผิวที่เรียบเนียน คุณลักษณะนี้ที่เรียกว่า "การควบคุมพลังงานอย่างแม่นยำ" ทำให้เครื่องเชื่อมด้วยเลเซอร์มีข้อได้เปรียบมากกว่าในสถานการณ์การเชื่อมที่ซับซ้อน
III. การเปรียบเทียบโดยละเอียด: 5 มิติเพื่อประเมินข้อดีและข้อเสีย
1. คุณภาพและความแข็งแรงของการเชื่อม: การแข่งขันระหว่างความสวยงามกับความมั่นคง
- เครื่องเชื่อมแบบจุด (Spot Welder): คุณภาพของการเชื่อมขึ้นอยู่โดยสมบูรณ์กับการเกิดจุดเชื่อม (weld nuggets) แรงกดจากอิเล็กโทรดทิ้งรอยบุ๋มที่มองเห็นได้ชัดเจนบนพื้นผิวของชิ้นงาน นอกจากนี้ โซนที่ได้รับผลกระทบจากความร้อน (Heat-Affected Zone: HAZ) รอบแต่ละจุดเชื่อมมีความกว้างค่อนข้างมาก ซึ่งอาจก่อให้เกิดการเปลี่ยนรูปทางความร้อนอย่างมีนัยสำคัญต่อวัสดุบริเวณใกล้เคียง ส่งผลต่อความเรียบของชิ้นส่วนและความแม่นยำของมิติ
- เครื่องเชื่อมด้วยเลเซอร์: สร้างรอยเชื่อมที่ต่อเนื่องและสม่ำเสมอ ซึ่งไม่เพียงแต่มีลักษณะสวยงามและเรียบเนียนเท่านั้น แต่ยังมีความแข็งแรงเชิงโครงสร้างสูงอีกด้วย โดยการรวมพลังงานไว้ที่จุดขนาดจุลภาค ทำให้ได้อัตราส่วนความลึกต่อความกว้างสูงสำหรับการเจาะลึกอย่างมีประสิทธิภาพ ขณะเดียวกันก็ลดปริมาณความร้อนที่ป้อนเข้าไปให้น้อยที่สุด ส่งผลให้ได้ความแข็งแรงของรอยต่อที่ยอดเยี่ยม ความต้านทานต่อการเหนื่อยล้า และสมรรถนะในการปิดผนึกที่ดีเยี่ยม จึงเหมาะอย่างยิ่งสำหรับการใช้งานที่ต้องการความแน่นสนิทแบบไม่รั่วอากาศ หรือความสามารถในการรับแรงแบบไดนามิก
2. ศักยภาพในการประมวลผล: ความ 'กว้าง' และ 'แคบ' ของความสามารถในการรองรับวัสดุ
- เครื่องเชื่อมจุด: การใช้งานมีข้อจำกัดพื้นฐานจากค่าการนำไฟฟ้าของวัสดุ โดยทำงานได้ดีที่สุดสำหรับการเชื่อมแบบทับซ้อนของแผ่นวัสดุที่นำไฟฟ้า เช่น เหล็กกล้าคาร์บอนต่ำและเหล็กสแตนเลส สำหรับวัสดุที่นำความร้อนได้เร็วและเกิดออกซิเดชันบนผิวได้ง่าย (เช่น อลูมิเนียมอัลลอย) จะต้องใช้อุปกรณ์พิเศษที่มีราคาแพงพร้อมการบำบัดผิว และผลลัพธ์ของการเชื่อมอาจยังคงไม่เสถียร
- เครื่องเชื่อมด้วยเลเซอร์: มีความสามารถในการเข้ากันได้กับวัสดุหลากหลายอย่างน่าประทับใจ โดยไม่ขึ้นกับการนำไฟฟ้า จึงสามารถเชื่อมโลหะต่างๆ ได้ เช่น เหล็ก สเตนเลส อลูมิเนียม ทองแดง และไทเทเนียม รวมถึงการเชื่อมโลหะต่างชนิดกัน เช่น อลูมิเนียม-เหล็ก หรือทองแดง-ทองเหลือง ไม่ว่าจะเป็นการเชื่อมฟอยล์บางพิเศษ (โดยไม่เกิดการทะลุผ่าน) การเชื่อมแบบเจาะลึกสำหรับแผ่นโลหะหนา หรือการประมวลผลโลหะผสมที่มีความสะท้อนแสงสูงหรือโลหะผสมพิเศษ—ซึ่งถือเป็นความท้าทายสำหรับวิธีการเชื่อมอื่นๆ ส่วนใหญ่—เครื่องนี้สามารถดำเนินการได้อย่างราบรื่น
3. ประสิทธิภาพในการผลิต: ความเร็วในยุคของการทำงานอัตโนมัติ
- เครื่องเชื่อมแบบจุด: แม้ว่าการเชื่อมแบบจุดเดียวจะทำได้รวดเร็ว แต่ประสิทธิภาพจะลดลงอย่างมากเมื่อต้องเชื่อมหลายจุดหรือเชื่อมแนวยาว โดยแต่ละจุดจำเป็นต้องปรับตำแหน่งของขั้วไฟฟ้าแยกกัน ทำให้กระบวนการดำเนินไปแบบลำดับขั้นตอนและจำกัดกำลังการผลิตโดยรวม การทำระบบอัตโนมัติสำหรับชิ้นส่วนที่ซับซ้อนจำเป็นต้องใช้ปืนเชื่อมหลายตัวทำงานร่วมกันอย่างสอดคล้อง ซึ่งเพิ่มความซับซ้อนและต้นทุนของระบบทั้งหมด
- เครื่องเชื่อมด้วยเลเซอร์: มีความหมายเหมือนกับการเชื่อมแบบต่อเนื่องด้วยความเร็วสูง โดยลำแสงแบบไม่สัมผัสสามารถเคลื่อนที่ตามแนวรอยเชื่อมได้ด้วยความเร็วหลายเมตรต่อนาที ข้อได้เปรียบสำคัญที่สุดของเทคโนโลยีนี้ในการผลิตยุคใหม่คือ การผสานรวมเข้ากับหุ่นยนต์ได้อย่างไร้รอยต่อ — หุ่นยนต์เชื่อมด้วยเลเซอร์เพียงหนึ่งหน่วยสามารถดำเนินการเชื่อมรอยยาวและเชื่อมตามรูปทรงสามมิติที่ซับซ้อนได้อย่างง่ายดาย นอกจากนี้ยังสามารถปรับตัวเข้ากับชิ้นส่วนหลากหลายรูปแบบโดยไม่จำเป็นต้องเปลี่ยนแม่พิมพ์ จึงเอื้อให้เกิดระบบอัตโนมัติที่ยืดหยุ่นจริงและใช้งานได้ตลอด 24 ชั่วโมง (lights-out automation) สำหรับการผลิตแบบมีความหลากหลายสูงแต่ปริมาณต่ำ
4. การลงทุนด้านต้นทุน: ประหยัดในระยะสั้น เทียบกับมูลค่าในระยะยาว
- เครื่องเชื่อมแบบจุด: จุดดึงดูดที่ใหญ่ที่สุดคือราคาซื้อเริ่มต้นที่ต่ำ แต่ต้นทุนรวมในการถือครอง (Total Cost of Ownership) กลับสูงมาก วัสดุสิ้นเปลือง เช่น ขั้วไฟฟ้าทองแดง ต้องเปลี่ยนบ่อยครั้ง; การบำรุงรักษาแขนหุ่นยนต์และหม้อแปลงไฟฟ้าอย่างสม่ำเสมอมีค่าใช้จ่ายสูง; และการใช้พลังงานก็สูงเช่นกัน นอกจากนี้ มักจำเป็นต้องอาศัยช่างเชื่อมที่มีทักษะในการตั้งค่าพารามิเตอร์และควบคุมคุณภาพ ซึ่งส่งผลให้ต้นทุนแรงงานสูงขึ้นและต้องพึ่งพาความเชี่ยวชาญเฉพาะทางมากยิ่งขึ้น
- เครื่องเชื่อมด้วยเลเซอร์: ทำลายภาพลักษณ์เดิมที่ว่า "การลงทุนสูง" — เครื่องเชื่อมด้วยเลเซอร์ไฟเบอร์ขั้นสูงเริ่มต้นเพียง 2,500 ดอลลาร์สหรัฐฯ เท่านั้น ต้นทุนในการดำเนินงานยังคุ้มค่ามากยิ่งขึ้น: แหล่งกำเนิดเลเซอร์ไฟเบอร์มีอายุการใช้งานสูงสุดถึง 100,000 ชั่วโมง ไม่ต้องใช้วัสดุสิ้นเปลือง และไม่จำเป็นต้องบำรุงรักษา ที่สำคัญคือเรียนรู้ได้ง่ายมาก—ผู้เริ่มต้นสามารถเข้าใจการปฏิบัติงานพื้นฐานได้ภายใน 5–10 นาที จึงไม่จำเป็นต้องจ้างช่างเชื่อมมืออาชีพที่มีค่าใช้จ่ายสูง
5. ความสามารถในการปรับตัวของห้องปฏิบัติการ: ข้อกำหนดด้านสภาพแวดล้อมและโครงสร้างพื้นฐาน
- เครื่องเชื่อมแบบจุด: ต้องการโครงสร้างพื้นฐานของห้องปฏิบัติการระดับสูง โดยต้องมีระบบจ่ายไฟฟ้าความจุสูงเพื่อส่งกระแสไฟฟ้าแรงสูงเป็นช่วงเวลาสั้นๆ กระบวนการเชื่อมก่อให้เกิดเสียงดัง ละอองโลหะหลอมเหลวกระเด็น และไอเสีย จึงจำเป็นต้องมีฉากกั้นป้องกันสำหรับผู้ปฏิบัติงานและอุปกรณ์ ส่งผลให้สภาพแวดล้อมในห้องปฏิบัติการค่อนข้างรุนแรง
- เครื่องเชื่อมด้วยเลเซอร์: ความปลอดภัยมีความสำคัญสูงสุด โดยเครื่องรุ่นที่ทันสมัยมาพร้อมการออกแบบความปลอดภัยของเลเซอร์ระดับ Class 1 แบบปิดสนิททั้งหมด สามารถใช้งานได้อย่างปลอดภัยในห้องปฏิบัติการเปิดโดยไม่จำเป็นต้องมีอุปกรณ์ป้องกันเพิ่มเติม และผู้ที่อยู่ใกล้เคียงไม่จำเป็นต้องดำเนินมาตรการพิเศษใดๆ ปริมาณควันที่เกิดขึ้นมีน้อยกว่ากระบวนการเชื่อมแบบอาร์คอย่างมาก และต้องการเพียงปลั๊กไฟมาตรฐานเท่านั้น—ไม่จำเป็นต้องใช้แหล่งจ่ายไฟอุตสาหกรรมกำลังสูง—ทำให้เหมาะกับสภาพแวดล้อมในห้องปฏิบัติการมากยิ่งขึ้น
IV. การตัดสินใจในการเลือก: เลือกให้ตรงกับความต้องการของคุณ
เมื่อใดควรเลือกใช้เครื่องเชื่อมแบบจุด?
- ความต้องการหลัก: การผลิตชิ้นส่วนโลหะแผ่นแบบเรียบง่ายเป็นจำนวนมาก (เช่น แผงตัวถังรถยนต์ ตู้ควบคุม) ด้วยการลงทุนครั้งแรกที่ต่ำที่สุด
- ข้อจำกัดด้านวัสดุ: สามารถประมวลผลวัสดุที่นำไฟฟ้าได้ดีมากเท่านั้น เช่น เหล็กกล้าคาร์บอนต่ำ และการออกแบบผลิตภัณฑ์ที่ต้องการเพียงการเชื่อมแบบจุดที่ซ้อนทับกันเท่านั้น
- สถานการณ์ด้านงบประมาณ: งบประมาณระยะสั้นค่อนข้างจำกัด โดยไม่มีความจำเป็นเร่งด่วนสำหรับความสามารถในการประมวลผลที่ซับซ้อน
เมื่อใดที่จำเป็นต้องใช้เครื่องเชื่อมด้วยเลเซอร์?
- ข้อกำหนดด้านคุณภาพ: การผลิตสินค้าความแม่นยำสูง (เช่น อุปกรณ์อิเล็กทรอนิกส์สำหรับผู้บริโภค และอุปกรณ์ทางการแพทย์) ที่มีข้อกำหนดเข้มงวดต่อความแม่นยำในการเชื่อมและลักษณะภายนอก;
- สถานการณ์การประมวลผล: เกี่ยวข้องกับวัสดุหลายชนิด (อลูมิเนียม ทองแดง สแตนเลส) วัสดุโลหะต่างชนิดกัน วัสดุบางพิเศษ หรือต้องการรอยเชื่อมแบบปิดสนิท;
- ความต้องการด้านความยืดหยุ่น: สามารถปรับตัวให้เข้ากับการเปลี่ยนแปลงการออกแบบอย่างรวดเร็ว การผลิตในปริมาณน้อย และรูปทรงเรขาคณิตของการเชื่อมที่ซับซ้อน โดยไม่จำเป็นต้องปรับแต่งอุปกรณ์บ่อยครั้ง;
- การวางแผนระยะยาว: มุ่งเน้นการลดต้นทุนรวมในการถือครอง (Total Cost of Ownership) กำจัดการพึ่งพาช่างเชื่อมที่มีทักษะสูง และแสวงหาเครื่องจักรอเนกประสงค์ที่สามารถดำเนินงานได้หลากหลาย ตั้งแต่การเชื่อมจุด (Spot Welding) แบบง่าย ไปจนถึงการเชื่อมแบบต่อเนื่องที่ซับซ้อน และการเชื่อมตามรูปทรงสามมิติ (3D Contour Welding) เพื่อรองรับการขยายธุรกิจในอนาคต
สรุป
 EN
EN
 AR
AR CS
CS NL
NL FR
FR DE
DE IT
IT JA
JA KO
KO PL
PL PT
PT RU
RU ES
ES UK
UK TH
TH TR
TR