 EN
EN
 AR
AR CS
CS NL
NL FR
FR DE
DE IT
IT JA
JA KO
KO PL
PL PT
PT RU
RU ES
ES UK
UK TH
TH TR
TR- หน้าแรก
- ผลิตภัณฑ์
- เกี่ยวกับเรา
- วิดีโอ
- การใช้งาน
- ข่าวสาร
- ศูนย์ช่วยเหลือ
- ติดต่อเรา
ผงโลหะถือเป็นหนึ่งในองค์ประกอบที่สำคัญที่สุดในอุตสาหกรรมการผลิตแบบเติม (AM) ซึ่งเป็นพื้นฐานสำหรับชิ้นส่วนโลหะที่ผลิตด้วยเครื่องพิมพ์ 3 มิติ ในงานประชุมอุตสาหกรรมเทคโนโลยีการพิมพ์ 3 มิติโลกปี 2013 ผู้เชี่ยวชาญได้ให้คำจำกัดความของผงโลหะสำหรับการพิมพ์ 3 มิติว่าเป็น...
ติดต่อเรา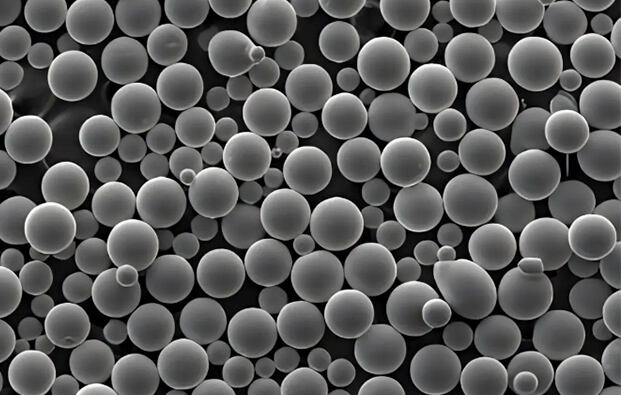
ผงโลหะถือเป็นหนึ่งในองค์ประกอบที่สำคัญที่สุดในอุตสาหกรรม การผลิตแบบเติมเนื้อสาร (Additive Manufacturing) (AM) อุตสาหกรรม ซึ่งเป็นพื้นฐานสำหรับชิ้นส่วนโลหะที่ผลิตด้วยเครื่องพิมพ์ 3 มิติ ในการประชุมอุตสาหกรรมเทคโนโลยีเครื่องพิมพ์ 3 มิติโลกปี 2013 ผู้เชี่ยวชาญได้ให้คำนิยามว่า การพิมพ์สามมิติ ผงโลหะ เป็นอนุภาคโลหะที่มีเส้นผ่านศูนย์กลางน้อยกว่า 1 มม. ซึ่งรวมถึงโลหะบริสุทธิ์ โลหะผสม และสารประกอบทนความร้อนที่มีคุณสมบัติเป็นโลหะ
ผงโลหะที่มีอยู่ในปัจจุบันสำหรับ การพิมพ์สามมิติ รวมถึงโลหะผสมโคบอลต์-โครเมียม โลหะสเตนเลส เหล็กกล้าสำหรับทำแม่พิมพ์ โลหะผสมบรอนซ์ โลหะไทเทเนียมผสม และโลหะผสมนิกเกิล-อะลูมิเนียม เพื่อให้ตรงตามข้อกำหนดที่เข้มงวดของกระบวนการ AM ผงโลหะจะต้องมีคุณสมบัติดังต่อไปนี้
ขนาดอนุภาคละเอียด
การกระจายขนาดแคบ
ทรงกลมสูง
ความสามารถไหลได้ดีเยี่ยม
ความหนาแน่นเมื่อเติมและรวมตัวสูง
ขึ้นอยู่กับการใช้งานที่ตั้งใจไว้และกระบวนการแปรรูปขั้นต่อไป วิธีการผลิตผงโลหะที่ใช้จะแตกต่างกันไป ซึ่งสามารถแบ่งออกได้เป็นสองประเภทหลัก:
วิธีการทางกายภาพเคมี
วิธีทางกล
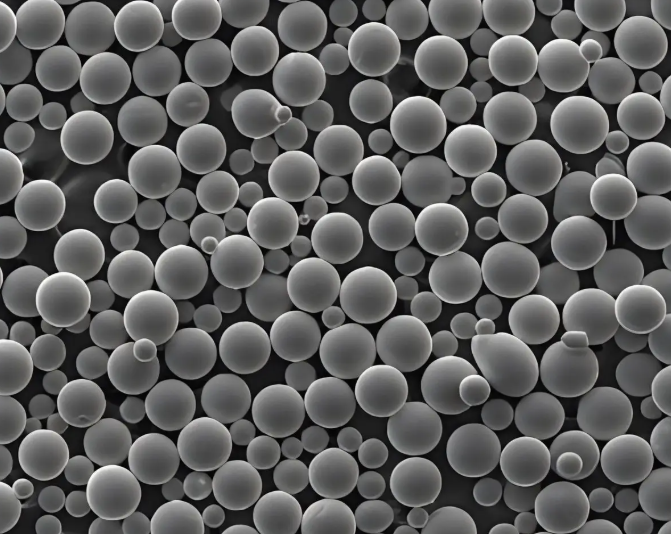
ในอุตสาหกรรมโลหะผง การแยกด้วยไฟฟ้า , การลดลง , และ การละลาย เป็นวิธีการที่พบได้ทั่วไป แม้ว่าจะไม่ใช่วิธีทั้งหมดที่เหมาะสำหรับการผลิตผงโลหะผสม ก็ตาม ในอุตสาหกรรมการผลิตแบบเติมเสริม (AM) ให้ความสำคัญหลักกับ โลหะผสมไทเทเนียม , ซูเปอร์แอลลอย , โคบอลต์-โครเมียม , เหล็กความแข็งสูง , และ เหล็กกล้าสำหรับทำแม่พิมพ์ เพื่อให้เป็นไปตามมาตรฐานด้านสมรรถนะ ผงโลหะต้องมีคุณสมบัติที่คงที่ดังต่อไปนี้
ปริมาณออกซิเจนและไนโตรเจนต่ำ
ทรงกลมสูง
ช่วงขนาดอนุภาคแคบ
ความหนาแน่นรวมสูง
ปัจจุบันมีอยู่ 4 วิธีที่เด่นชัดที่สุดสำหรับการผลิตผงโลหะทรงกลมสำหรับการผลิตแบบเติมเสริม (AM) ได้แก่
กระบวนการอิเล็กโทรดหมุนแบบพลาสมา (PREP)
การอะตอมมิซแบบพลาสมา (PA)
การอะตอมมิซด้วยก๊าซ (GA)
การสร้างอนุภาคกลมด้วยพลาสมา (PS)
หลักการ:
แท่งโลหะ (อิเล็กโทรด) จะถูกหมุนด้วยความเร็วสูงในขณะที่ปลายถูกความร้อนจากพลาสมาอาร์คหลอมละลาย วัสดุที่หลอมละลายจะถูกเหวี่ยงออกด้วยแรงเหวี่ยง จนเกิดเป็นหยดน้ำขนาดเล็กที่แข็งตัวเป็นผงที่เกือบกลมสมบูรณ์ภายใต้สภาพแวดล้อมของก๊าซเฉื่อย
คุณสมบัติหลัก:
ผลิตผงที่สะอาดและมีลักษณะกลมสูง
การไหลได้ดีและคุณภาพพื้นผิวสูง
การกระจายขนาดอนุภาคแคบ
ข้อจำกัด:
ผลผลิตของผงละเอียดต่ำกว่า (<45 μm)
ต้องใช้อุปกรณ์ที่มีข้อกำหนดสูง (ความเร็วรอบและการควบคุม)
ต้นทุนสูงสำหรับผงละเอียด
การใช้งาน:
เหมาะที่สุดสำหรับการผลิตผงโลหะผสมทรงกลม เช่น ผงไทเทเนียมและผงโลหะผสมทนความร้อนสูง โดยขนาดอนุภาคที่ใหญ่กว่ามักใช้ในกระบวนการ Laser Engineered Net Shaping (LENS) หรือ Directed Energy Deposition (DED)
หลักการ:
ลวดโลหะถูกป้อนเข้าไปในเขตพลาสมาอุณหภูมิสูง ซึ่งจะทำให้ลวดหลอมละลายหรือกลายเป็นไอ และแตกตัวเป็นหยดน้ำขนาดเล็กจากพลังงานจลน์ของพลาสมา หยดน้ำเหล่านี้จะเย็นตัวและแข็งตัวกลายเป็นผงละเอียดขณะตกลงมาในห้องที่บรรจุก๊าซเฉื่อย
คุณสมบัติหลัก:
ให้ผลผลิตผงขนาดละเอียดสูง (<45 ไมครอน)
เกิดอนุภาคกลวงหรืออากาศปิดกั้นต่ำมาก
เหมาะมากสำหรับโลหะผสมที่มีจุดหลอมเหลวสูง
ข้อจำกัด:
ต้องใช้ลวดโลหะเป็นวัตถุดิบ ทำให้ข้อจำกัดในการปรับเปลี่ยนสูตรโลหะผสม
ต้นทุนการผลิตสูงขึ้นเนื่องจากกระบวนการแปรรูปลวด
มีผงย่อย (satellite powder) ปนอยู่บ้าง
การใช้งาน:
เหมาะสำหรับการประยุกต์ใช้ในการผลิตแบบเพิ่มเนื้อผสาน (additive manufacturing) ที่ต้องการผงโลหะละเอียดบริสุทธิ์สูง เหมาะสมเป็นพิเศษสำหรับโลหะผสมไทเทเนียมที่ใช้ในกระบวนการหลอมด้วยเลเซอร์แบบเลือกสรร (SLM) และการหลอมด้วยลำแสงอิเล็กตรอน (EBM)
ประเภท:
VIGA (Vacuum Induction Gas Atomization)
ใช้เตาหลอมเพื่อหลอมโลหะภายใต้สภาพสุญญากาศ จากนั้นใช้ลำก๊าซเฉื่อยความดันสูงพ่นใส่เนื้อโลหะหลอมเหลวเพื่อทำให้แตกตัวเป็นหยดน้ำโลหะ
EIGA (Electrode Induction-melting Inert Gas Atomization)
หลอมอิเล็กโทรดโลหะที่กำลังหมุนด้วยขดลวดเหนี่ยวนำ ซึ่งช่วยกำจัดความจำเป็นในการใช้เตาหลอมและลดความเสี่ยงการปนเปื้อน
คุณสมบัติหลัก:
ประสิทธิภาพสูงและคุ้มค่าต้นทุน
เข้ากันได้กับโลหะผสมหลากหลายชนิด (เหล็ก นิกเกิล โคบอลต์ อะลูมิเนียม ทองแดง)
ควบคุมขนาดอนุภาคได้
ข้อจำกัด:
รูปร่างทรงกลมต่ำกว่าวิธีที่ใช้พลาสมา
มีปริมาณอนุภาคย่อย (satellite) และผงโลหะกลวงสูงกว่า
การปิดกั้นอากาศทำให้วัสดุนี้เหมาะน้อยลงสำหรับการใช้งานในกระบวนการ EBM หรือ Hot Isostatic Pressing (HIP)
การใช้งาน:
ใช้กันอย่างแพร่หลายในการผลิตผงสำหรับกระบวนการ SLM และ DED การปรับปรุงที่ต่อเนื่อง เช่น การทำให้ผงโลหะเป็นอนุภาคด้วยคลื่นเสียงความถี่สูง และการพ่นด้วยก๊าซที่มีการไหลแบบเป็นชั้น ได้ช่วยเพิ่มคุณภาพของผงสำหรับงาน Additive Manufacturing (AM)
หลักการ:
ผงโลหะที่มีรูปร่างไม่สม่ำเสมอจะถูกป้อนเข้าไปในหัวพ่นพลาสมาที่ใช้คลื่นความถี่วิทยุ (RF) อนุภาคจะถูกให้ความร้อนจนถึงจุดหลอมเหลวหรือสูงกว่าจุดหลอมเหลว จากนั้นจึงเย็นตัวอย่างรวดเร็ว ส่งผลให้เกิดอนุภาคทรงกลมจากแรงตึงผิว
คุณสมบัติหลัก:
มีความกลมสมบูรณ์และพื้นผิวเรียบเนียน
ไหลได้ดี
เหมาะสำหรับโลหะทนความร้อน (แทนทาลัม ทังสเตน ไนโอเบียม โมลิบดีนัม)
ข้อจำกัด:
ใช้เวลาในการให้ความร้อนนาน
ออกซิเจนเพิ่มขึ้นเนื่องจากพื้นที่ผิวที่มากขึ้น
สูญเสียธาตุโลหะผสมที่ระเหยได้ในระหว่างการหลอม
การใช้งาน:
ใช้หลักในการแปรรูปผงที่ไม่ใช่ทรงกลมให้กลายเป็นทรงกลม รวมถึงมีคุณค่าในการนำผงที่ใช้แล้วหรือผงรีไซเคิลกลับมาใช้ใหม่
| วิธี | รูปร่างอนุภาค | ขนาดผง | ผลผลิตของผงละเอียด (<45 μm) | ค่าใช้จ่าย | หมายเหตุ |
|---|---|---|---|---|---|
| การเตรียม | ทรงกลมสูง | ปานกลางถึงหยาบ | ต่ํา | แรงสูง | เหมาะที่สุดสำหรับผงทรงกลมขนาดใหญ่ที่สะอาด |
| PA | เกือบกลม | ละเอียด | สูงมาก | แรงสูง | เหมาะที่สุดสำหรับผงละเอียดพิเศษ |
| GA | สเปอร์ฟิก | ช่วงกว้าง | แรงสูง | ต่ํา | ถูกนำไปใช้ในอุตสาหกรรมอย่างแพร่หลาย |
| PS | ทรงกลม (จากไม่สม่ำเสมอ) | ปรับได้ | ขึ้นอยู่กับวัตถุดิบ | ปานกลาง | ใช้สำหรับรีไซเคิลผงหรือการกลั่น |
ทั่วโลก เทคโนโลยีการผลิตแบบเติมเสริม (Additive Manufacturing) กำลังพัฒนาอย่างรวดเร็วในด้านวัสดุ อุปกรณ์ และการประยุกต์ใช้ แม้ว่าปัจจุบันมักให้ความสำคัญกับกระบวนการพิมพ์เองเป็นหลัก แต่การพัฒนาผงโลหะในขั้นต้น โดยเฉพาะการออกแบบโลหะผสม อุปกรณ์การผลิต และเทคโนโลยีการทำให้เป็นทรงกลมที่มีต้นทุนต่ำ ยังคงเป็นพื้นที่สำคัญที่ยังไม่ได้รับการพัฒนาอย่างเต็มที่
เพื่อสนับสนุนระบบนิเวศ AM ที่แข็งแกร่งและมีอิสระ จำเป็นต้องให้ความสนใจมากขึ้นต่อโครงสร้างพื้นฐานการผลิตผง นวัตกรรมกระบวนการ และการวิจัยวัสดุ การสร้างศักยภาพในด้านเหล่านี้มีความสำคัญอย่างยิ่งต่อการขับเคลื่อนโซลูชันการพิมพ์ 3 มิติของโลหะที่มีสมรรถนะสูง คุ้มค่า และสามารถขยายขนาดได้
