Bezpieczeństwo technologii laserowej w znakowaniu szkła jest głównym problemem dla użytkowników. Odpowiedź jest jasna: znakowanie laserowe szkła jest całkowicie bezpieczne przy użyciu profesjonalnego sprzętu i ścisłym przestrzeganiu procedur operacyjnych. Dla producentów profesjonalnych bezpieczeństwo nie jest dodatkową funkcją, lecz podstawową zasadą projektowania urządzeń laserowych. Poprzez badania i rozwój nowoczesnego, profesjonalnego sprzętu ryzyka są ograniczane już na etapie źródła, umożliwiając bezpieczny, czysty i niezawodny proces obróbki. W artykule omówione zostały zasady bezpieczeństwa znakowania szkła laserem, przeanalizowane potencjalne zagrożenia oraz rozwiązania ochronne urządzeń, a także przedstawione praktyczne wytyczne bezpieczeństwa, które pomogą w pełni opanować kluczowe aspekty bezpieczeństwa w znakowaniu szkła.

I. Podstawy bezpieczeństwa: Zrozumienie zasad znakowania laserowego i właściwości szkła
Bezpieczeństwo znakowania szkła laserem opiera się na dogłębnym zrozumieniu zasad technicznych i właściwości materiałów. Dopiero po wyjaśnieniu mechanizmu oddziaływania lasera na szkło można zrozumieć konieczność środków bezpieczeństwa oraz sposób, w jaki projektowanie urządzeń radzi sobie z powstającymi wyzwaniami.
1. Zasady znakowania laserowego: dwie podstawowe metody przetwarzania
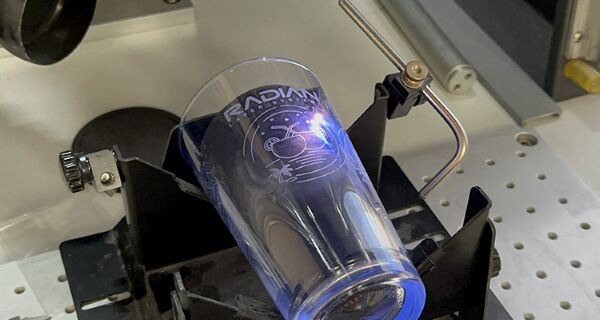
Oznaczanie laserowe to jak użycie wysokoprecyzyjnego "pióra świetlnego", które skupia dużą energię na bardzo małych obszarach powierzchni szkła. Efekt znakowania (matowanie, wyryte linie, obrazy wewnętrzne) zależy od sposobu aplikacji energii i dzieli się głównie na dwie kategorie:
- Przetwarzanie termiczne ( Laser CO₂ ): Ciepło generowane przez lasery CO₂ jest łatwo pochłaniane przez szkło. Skoncentrowana energia cieplna szybko topi lub paruje śladowe ilości materiału na powierzchni szkła, a nawet może powodować kontrolowane mikropęknięcia, tworząc ostatecznie wyraźne i trwałe znaki;
- Przetwarzanie fotochemiczne ( Laser UV ) : Lasery UV mają wyższą energię fotonów, a ich podstawową zasadą działania jest rozbijanie wiązań chemicznych wewnątrz szkła, lokalna zmiana struktury materiału. Ze względu na minimalne wydzielanie ciepła proces ten nazywany jest "przetwarzaniem zimnym", co czyni go szczególnie odpowiednim do precyzyjnego znakowania.
Podstawą bezpiecznej pracy jest dokładne ograniczenie tych wysokoenergetycznych reakcji do zaprogramowanego obszaru znakowania, zapobiegając rozprzestrzenianiu się lub odchyleniu energii, które mogłoby stworzyć zagrożenie.
2. Właściwości szkła: Dlaczego wymagana jest specjalna ochrona bezpieczeństwa?
Wewnętrzne cechy szkła decydują o tym, że proces jego znakowania wymaga dodatkowej ostrożności, a kluczowe wyzwania skupiają się na dwóch punktach:
- Ryzyko pęknięcia spowodowanego naprężeniem termicznym: Szkło charakteryzuje się słabą przewodnością cieplną. Szybkie nagrzanie laserem powoduje rozszerzenie powierzchni, podczas gdy wnętrze pozostaje chłodne i sztywne, co prowadzi do powstawania dużych naprężeń wewnętrznych. Jeżeli naprężenia te przekroczą granicę wytrzymałości materiału, może dojść do pęknięć lub nawet złamań;
- Ochrona integralności powierzchni: Celem bezpiecznego znakowania jest osiągnięcie pożądanego efektu wizualnego (matowanie, głębokie grawerowanie itp.) przy jednoczesnym zachowaniu ogólnej integralności strukturalnej szkła. Jest to szczególnie ważne dla specjalnych produktów, takich jak cienkościenne pojemniki czy szkło hartowane.
Dlatego urządzenia laserowe muszą dokładnie optymalizować parametry, takie jak moc, prędkość i czas trwania impulsu. Funkcja predefiniowanych ustawień oprogramowania w profesjonalnym sprzęcie upraszcza proces doboru parametrów dla użytkowników.
II. Potencjalne zagrożenia i projektowanie zabezpieczeń urządzeń
Znakowanie szkła laserem wiąże się z trzema podstawowymi potencjalnymi ryzykami, jednak nowoczesny profesjonalny sprzęt minimalizuje je poprzez odpowiednie rozwiązania inżynierskie. Zrozumienie kategorii ryzyka oraz mechanizmów ochrony pozwala jednoznacznie ocenić bezpieczeństwo urządzenia.
1. Trzy podstawowe potencjalne zagrożenia
- Niebezpieczeństwo promieniowania: To jest najbardziej bezpośredni i istotny ryzyko. Niewidzialne wiązki laserowe oraz ich odbicia lustrzane na gładkich powierzchniach szklanych mogą w milisekundach przenosić wysoką energię na tkanki oka lub skóry, powodując trwałe uszkodzenia. Poziom zagrożenia zależy od długości fali lasera, dlatego niezbędna jest docelowa ochrona;
- Niebezpieczeństwo produktów ubocznych procesu: Proces znakowania generuje śladowe substancje unoszące się w powietrzu. W trybie głębokiego grawerowania może dochodzić do wyrzutu mikroułamków lub rozprysku stopionego materiału; niektóre procesy wytwarzają drobne opary zawierające pary i skropliny. Chociaż można to zminimalizować poprzez optymalizację parametrów, nadal wymagane jest docelowe postępowanie;
- Ogólne ryzyka operacyjne: W tym typowe zagrożenia związane z urządzeniami przemysłowymi, takie jak zagrożenia elektryczne wynikające ze źródeł zasilania wysokim napięciem i kondensatorów w źródłach laserowych, mechaniczne zagrożenia związane z przygniataniem przez ruchome części, takie jak rusztowania nośne czy skanery galwanometryczne, oraz zagrożenia pożarowe, w których pobliskie materiały palne (opakowania, papier, kurz) mogą ulec zapaleniu przez niezostryfikowane lub odchylone promienie.
2. Projekt wielowarstwowej ochrony bezpieczeństwa profesjonalnego sprzętu
Ochrona bezpieczeństwa współczesnych urządzeń laserowych jest "wbudowana, a nie dodatkowa", eliminując zagrożenia już na etapie źródła poprzez architekturę wielopoziomowej ochrony, obejmującą głównie trzy podstawowe rozwiązania:
- Ochrona izolacyjna i blokada (pierwsza linia obrony): Wiązka laserowa jest całkowicie zamknięta wewnątrz systemu, aby zapobiec przypadkowemu wyciekowi; drzwi dostępowe są wyposażone w urządzenia sprzęgła sprzętowego, które natychmiast przerywają zasilanie lasera po ich otwarciu; dedykowane okna obserwacyjne mogą blokować określone długości fal laserowych, umożliwiając jednocześnie operatorom bezpieczne monitorowanie procesu obróbki;
- Optymalizacja czystej pracy: Dzięki doskonałej jakości wiązki i zoptymalizowanej konstrukcji mechanicznej zapewniamy maksymalne skoncentrowanie energii na obszarze docelowym, ograniczając nadmiarowe nagrzewanie, dym i powstawanie pozostałości; oprogramowanie zawiera wbudowane ustawienia parametrów dopasowane do konkretnych materiałów, pomagając użytkownikom osiągnąć idealne efekty w bezpiecznych zakresach mocy, unikając ryzyka spowodowanego niewłaściwymi parametrami;
- Zgodność i gwarancja niezawodności: Projekt wszystkich urządzeń spełnia lub przekracza rygorystyczne międzynarodowe normy bezpieczeństwa, co zostało potwierdzone przez niezależne certyfikacje, zapewniając priorytet bezpieczeństwa operatora na każdym etapie inżynieryjnym.

III. Praktyczne specyfikacje bezpieczeństwa: od ochrony indywidualnej po zarządzanie środowiskiem
Sprzęt profesjonalny stanowi podstawę bezpieczeństwa, ale rygorystyczne procedury operacyjne to niezwykle ważny "fos bezpieczeństwa". Każdy szczegół, począwszy od ochrony indywidualnej, przez procesy operacyjne aż po zarządzanie środowiskiem, bezpośrednio wpływa na bezpieczeństwo podczas znakowania.
1. Środki ochrony indywidualnej (SOI): Niezbędna pierwsza linia obrony
Środki ochrony indywidualnej to bezpośredni gwarant bezpieczeństwa operatorów i muszą być zawsze dokładnie stosowane:
- Ochrona podstawowa: Okulary ochronne przed promieniowaniem laserowym są kluczowe. Należy je dobierać zgodnie z długością fali lasera urządzenia, aby skutecznie blokować konkretne światło (zwykłe okulary zapewniają niewielką lub zerową ochronę i mogą nawet zwiększyć ryzyko);
- Ochrona uzupełniająca: W zależności od warunków pracy może być konieczna dodatkowa ochrona, taka jak rękawice i odzież ochronna, aby uniknąć przypadkowego kontaktu z obszarami o wysokiej temperaturze lub odpryskami.
2. Standardowe procedury operacyjne (SOP): Eliminacja ryzyka operacyjnego
Standardowe procesy operacyjne mogą zapobiegać błędom ludzkim, a ich podstawowe kroki są następujące:
- Inspekcja przed uruchomieniem: Sprawdź, czy wszystkie blokady bezpieczeństwa działają poprawnie; oczyść strefę pracy, usuwając materiały odbijające, zanieczyszczenia i łatwopalne substancje; upewnij się, że system wyciągu lub wentylacji działa (jeśli jest wymagany); sprawdź czystość soczewki fokusującej lasera, aby zagwarantować optymalną jakość wiązki i bezpieczeństwo;
- Mocowanie przedmiotu obrabianego: Przedmioty ze szkła muszą być solidnie zamocowane. Nieużywane szkło może przesuwać się podczas znakowania, co może prowadzić do nieprzewidywalnych odbić wiązki lub błędów podczas znakowania;
- Monitorowanie w trakcie pracy: Nigdy nie pozostawiaj maszyny bez nadzoru podczas jej działania; ciągłe monitorowanie jest kluczowe dla szybkiej interwencji. Podobnie, zapoznaj się z lokalizacją i funkcją przycisku awaryjnego zatrzymania (E-Stop), aby móc natychmiast zareagować na wszelkie nieoczekiwane sytuacje.
3. Zarządzanie środowiskiem pracy: Tworzenie bezpiecznej przestrzeni operacyjnej
Racjonalne zorganizowanie przestrzeni roboczej może dodatkowo zmniejszyć ryzyko i wzmocnić bezpieczne zachowania:
- Wytyczenie strefy: Jasno oznacz strefę pracy laserem za pomocą znaków na podłodze lub barier. Ogranicz dostęp wyłącznie do upoważnionego personelu;
- Znakowanie bezpieczeństwa: Umieść wyraźne ostrzeżenia na wszystkich wejściach do strefy, informujące o "Użyciu lasera", "Niebezpieczeństwo - Niewidzialne promieniowanie laserowe" oraz podaj konkretną długość fali/klasę lasera;
- Dobra wentylacja: Nawet przy procesach o niewielkim wydzielaniu dymu zapewnij skuteczną wentylację pomieszczenia. W przypadku maszyn zamkniętych korzystaj z wbudowanych lub zalecanych systemów odprowadzania dymu, aby utrzymać jakość powietrza.
4. Czynniki ludzkie: Szkolenia i upoważnienia
Niezależnie od tego, jak bezpiecznie zaprojektowane są maszyny do znakowania laserowego, bezpieczna eksploatacja zależy od wykwalifikowanego personelu. Skuteczne szkolenie i rygorystyczne upoważnienie są kluczowe. Wszyscy operatorzy muszą ukończyć formalne szkolenie oraz zapoznać się z instrukcją obsługi. Obsługę sprzętu mogą przeprowadzać wyłącznie przeszkoleni i certyfikowani pracownicy, co gwarantuje odpowiedzialność oraz silną kulturę bezpieczeństwa. Razem te środki tworzą kompleksowy „moat bezpieczeństwa”, chroniący bezpieczeństwo w miejscu pracy.
Podsumowanie
Wysoki poziom bezpieczeństwa znakowania laserowego szkła wynika z bezpiecznego profesjonalnego sprzętu, kompleksowej świadomości ryzyka oraz konsekwentnego stosowania bezpiecznych standardów pracy. Wybór urządzenia do znakowania laserowego spełniającego normy bezpieczeństwa jest podstawowym warunkiem zapewnienia bezpieczeństwa. Niezależnie od tego, czy jest to laser UV, laser CO₂, laser światłowodowy czy hybrydowy system laserowy, profesjonalny sprzęt może spełniać precyzyjne wymagania dotyczące znakowania, jednocześnie w pełni chroniąc bezpieczeństwo operatorów i procesów roboczych. Jeśli potrzebujesz dodatkowych informacji dotyczących doboru sprzętu lub szczegółów bezpiecznej eksploatacji, skontaktuj się z zespołem specjalistów, aby uzyskać spersonalizowane porady.
 EN
EN
 AR
AR CS
CS NL
NL FR
FR DE
DE IT
IT JA
JA KO
KO PL
PL PT
PT RU
RU ES
ES UK
UK TH
TH TR
TR