Spawanie laserem włóknikowym: nowy standard efektywnej technologii łączenia w przetwórstwie stali nierdzewnej
W dziedzinach przemysłowych takich jak przetwórstwo stali nierdzewnej, sprzęt do energetyki jądrowej oraz produkcja samochodów spawanie stanowi kluczowy proces zapewniający szczelność i wytrzymałość konstrukcyjną elementów. Tradycyjne technologie spawalnicze cierpią na…
W dziedzinach przemysłowych takich jak przetwórstwo stali nierdzewnej, sprzęt do energetyki jądrowej oraz produkcja samochodów spawanie stanowi kluczowy proces zapewniający szczelność i wytrzymałość konstrukcyjną elementów. Tradycyjne technologie spawalnicze cierpią na problemy takie jak nieregularna głębokość spoiny, duże doprowadzanie ciepła oraz niska wydajność. Spawanie laserem wzmocnionym włóknem — dzięki swoim zaletom, takim jak głębokie spoiny, wysoka prędkość i wysoki stopień zautomatyzowania — stała się preferowanym rozwiązaniem do spawania stali nierdzewnej. Jako podstawowe urządzenie do spawania laserowego wydajność i optymalizacja parametrów laserów włóknowych bezpośrednio decydują o jakości spawania, co przyczynia się do rozwoju technologii spawania laserowego jako jednej z najbardziej obiecujących zaawansowanych technik łączenia w XXI wieku.
Spawanie laserem włóknowym: „Efektywne narzędzie” do obróbki stali nierdzewnej
Spawanie laserem włóknikowym to technologia łączenia, która wykorzystuje wysokonapięciowe wiązki laserowe emitowane przez lasery włóknikowe w celu uzyskania połączenia metalicznego poprzez przewodzenie ciepła lub głębokie przenikanie. W porównaniu z tradycyjnymi procesami, takimi jak spawanie łukowe czy spawanie tarcie, oferuje ona istotne zalety: wysoką sprawność konwersji elektro-optycznej przy niskich stratach energii; doskonałą jakość wiązki, która – po skupieniu – zapewnia wyjątkowo wysoką gęstość energii, umożliwiając wykonywanie szwów o dużym stosunku głębokości do szerokości; niskie wprowadzanie ciepła, co ogranicza odkształcenia spawalnicze oraz zachowuje właściwości podłoży ze stali nierdzewnej; brak potrzeby pracy w środowisku próżniowym oraz wysoką prędkość spawania, odpowiednią do produkcji masowej.
Spawanie laserem włóknikowym dzieli się głównie na dwa tryby: spawanie przewodzeniem ciepła i spawanie głębokie (przepierne). Spawanie przewodzeniem ciepła charakteryzuje się niską gęstością mocy (poniżej 10⁴–10⁵ W/cm²), płytkim wnikaniem i niewielką prędkością, co czyni je odpowiednim do łączenia cienkich elementów ze stali nierdzewnej. Spawanie głębokie charakteryzuje się wysoką gęstością mocy (powyżej 10⁵–10⁷ W/cm²), przy czym na powierzchni metalu powstaje tzw. „kluczowa otwarta przestrzeń” (kluczowy otwór), a ciepło jest efektywnie przekazywane przez tę przestrzeń. Charakteryzuje się ono dużą prędkością spawania i głębokim wnikaniem, idealnie odpowiadając wymogom spawania średnio- i grubościennych rur oraz blach ze stali nierdzewnej. W obróbce stali nierdzewnej spawanie laserem włóknikowym pozwala skutecznie uniknąć wad typowych dla tradycyjnych metod spawania, takich jak niepełne przetopienie lub nieregularne szwy, zapewniając tym samym szczelność i stabilność konstrukcyjną elementów. Znajduje ono szerokie zastosowanie w dziedzinach, w których stawiane są najwyższe wymagania jakościowe w zakresie spawania, np. w sprzęcie energetyki jądrowej i przemyśle lotniczo-kosmicznym.
Rozszyfrowywanie podstawowych parametrów: kluczowy wpływ długości ogniskowej i wielkości rozogniskowania
Jakość spawania laserowego włóknowego zależy głównie od precyzyjnej regulacji takich parametrów, jak długość ogniskowa i wielkość rozogniskowania. Długość ogniskowa to odległość od punktu skupienia wiązki laserowej do soczewki po przejściu przez soczewkę skupiającą; ma ona bezpośredni wpływ na średnicę plamki oraz gęstość energii — średnica plamki jest wprost proporcjonalna do długości ogniskowej. Zbyt duża długość ogniskowa powoduje rozproszenie energii, uniemożliwiając skuteczne przetopienie materiału; zbyt mała długość ogniskowa koncentruje energię nadmiernie, co może prowadzić do spalenia podłoża. Przed właściwym spawaniem punkt ogniskowy musi zostać skalibrowany metodami takimi jak spawanie skanujące po nachylonej krawędzi: głowica spawalnicza laserowa przesuwa się od niskiej do wysokiej pozycji, a najwęższa część szwu wskazuje punkt ogniskowy, w którym gęstość energii jest najwyższa, a efekt spawania — optymalny.
Jako wartość odchylenia długości ogniskowej ilość rozmycia ma istotniejszy wpływ na głębokość spoiny. Ilość rozmycia oznacza odległość odchylenia punktu ogniskowego od powierzchni obrabianego przedmiotu w trakcie rzeczywistego spawania i dzieli się ją na rozmycie dodatnie (punkt ogniskowy znajduje się nad przedmiotem) oraz rozmycie ujemne (punkt ogniskowy znajduje się pod przedmiotem). Badania wykazują, że rozmycie ujemne sprzyja osiągnięciu większej głębokości spoiny. Gdy ilość rozmycia mieści się w zakresie od –4 mm do –2 mm, głębokość spoiny może przekroczyć 2 mm, co spełnia wymagania dotyczące spawania rur ze stali nierdzewnej o grubości ścianki 2,5 mm. Natomiast im większa jest odległość rozmycia dodatniego, tym płytsza jest głębokość spoiny. Przy ilości rozmycia dodatniego wynoszącej 4 mm głębokość spoiny wynosi jedynie 1,15 mm, co utrudnia spełnienie wymagań dotyczących wytrzymałości spoiny. Na przykład przy spawaniu rur ze stali nierdzewnej stosowanie zgodnie z teoretyczną długością ogniskową podaną w instrukcji obsługi urządzenia może prowadzić do niepełnego przetopienia spoiny z powodu zbyt dużej rzeczywistej ilości rozmycia. Po ustaleniu długości ogniskowej metodą rzeczywistej kalibracji konieczne jest zoptymalizowanie parametrów rozmycia ujemnego, aby osiągnąć pożądany efekt spawania.
Scenariusze zastosowań przemysłowych: od obróbki stali nierdzewnej po zastosowanie w wielu dziedzinach
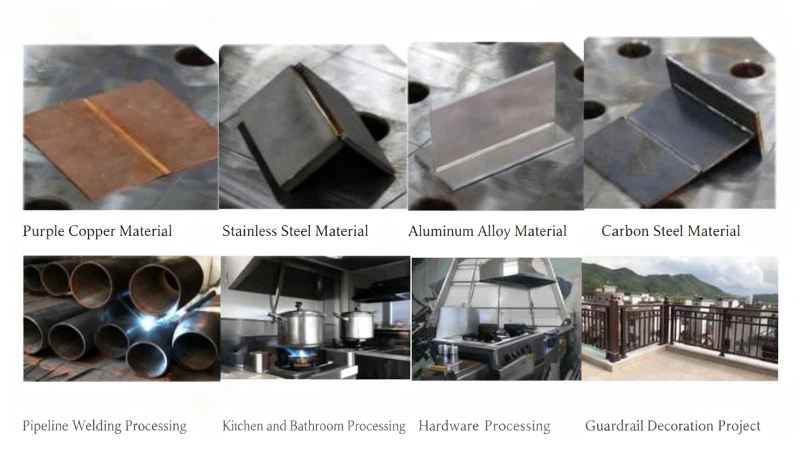
Spawanie laserowe włóknami osiągnęło dojrzałe zastosowania w różnych dziedzinach przemysłu i stało się kluczowym etapem poprawy jakości produktów. W dziedzinie obróbki stali nierdzewnej może być stosowane do spawania szczelnego rur i blach. Szwy są płaskie i jednorodnie przetopione, zapewniając niezawodność komponentów w złożonych warunkach pracy. W dziedzinie sprzętu energetyki jądrowej, w odpowiedzi na potrzeby spawania precyzyjnych komponentów, niskie odkształcenia oraz wysoka szczelność charakterystyczne dla spawania laserowego włóknami pozwalają spełnić surowe standardy jakościowe. W produkcji samochodów oraz pojazdów kolejowych jego zalety, takie jak wysoka wydajność i automatyzacja, pozwalają znacznie podnieść wydajność produkcji i obniżyć koszty produkcyjne.
 EN
EN
 AR
AR CS
CS NL
NL FR
FR DE
DE IT
IT JA
JA KO
KO PL
PL PT
PT RU
RU ES
ES UK
UK TH
TH TR
TR