ワークショップ生産において、適切な溶接機器を選択することは、生産性、製品品質、および事業競争力に直接影響を与えます。スポット溶接機とレーザー溶接機は、2つの主要な溶接技術として、適用シーン、性能、および投資コストの面で大きく異なります。適切な選択により、生産効率を2倍に高め、品質を向上させることができますが、不適切な選択は生産能力を制限し、追加コストを発生させる可能性があります。多くのワークショップ経営者は、「自社のニーズに最も適した機器はどれか?」という問いに頭を悩ませています。本稿では、両者の基本的な違い、作動原理、詳細な比較から選定判断までを解説し、読者のワークショップに最適な溶接ソリューションを正確に特定するお手伝いをします。
I. 一目でわかる核心的相違点:1つの表による主要な違い
| 比較項目 |
スポット溶接機 |
レーザー溶接機 |
| 溶接効果 |
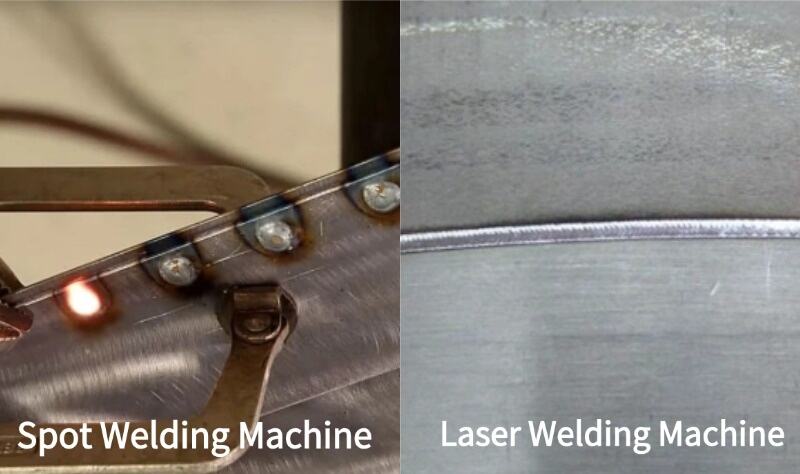
表面に凹みや明確な変形を伴うスポット溶接を形成 |
滑らかで美観性の高い連続溶接継ぎ目を形成し、熱による変形が極めて小さい |
| 物質的相容性 |
主に鋼板への適用が適しているが、アルミニウム合金などの取り扱いが難しい材質には不向き |
広範な適用性——鋼、アルミニウム、銅、異種金属などへの溶接が可能 |
| 生産効率 |
単一点溶接は高速だが、多点溶接/長尺溶接では効率が低く、自動化も複雑 |
高速連続溶接が可能で、自動化との統合が容易、かつ高い柔軟性を有する |
| 総額 |
初期購入費用は比較的低廉だが、消耗品(銅電極)および保守コストが高く、熟練溶接技術者を要する |
エントリーモデルは2,500米ドルからスタート。消耗品不要、メンテナンスフリーで、初心者でも操作が容易 |
| アプリケーションシナリオ |
大量標準化生産および予算が厳しく制約された基本加工 |
高精度製品の製造、長期的な競争力の確保および多様なシーンへの対応を追求 |
II.動作原理の解説:2つの技術のコアロジック
1.スポット溶接機:抵抗熱による「点接合」
スポット溶接機は、抵抗加熱効果に基づいて動作します。銅製の電極が重ね合わせた金属板を挟み込み、その後、高強度のパルス電流を流します。この電流により、金属の接触部に集中した熱が発生し、金属を瞬時に溶融させて「溶接 nugget(溶接核)」を形成します。この一連のプロセスは数ミリ秒しかかからず、圧力をかけた状態で確実な接合を実現するため、押し付け(Squeezing)、溶接(Welding)、保持(Holding)、解放(Releasing)という4段階のサイクルで制御されます。この技術は「点接触加熱」に焦点を当てており、単純な重ね合わせによる継手作業に適しています。
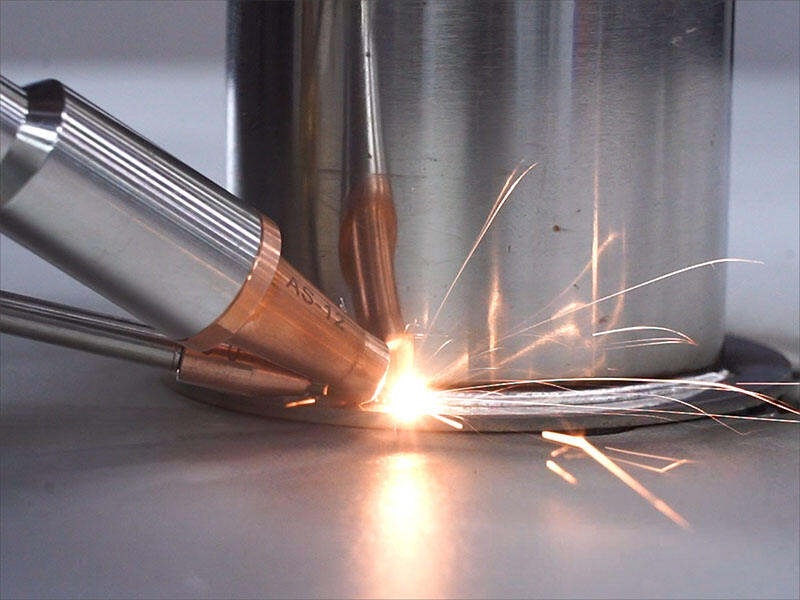
2. レーザー溶接機:集束されたレーザー光線による「精密な溶融接合」
レーザー溶接機は、まったく異なる原理で動作します。高濃度のレーザー光束を熱源として用い、被加工物の継手部に正確に照射して材料を溶融・融合させます。非接触式プロセスであるため、熱入力の精密な制御が可能であり、深部貫通を実現する「キーホール溶接」と表面を滑らかに仕上げる「伝導溶接」という2つのコア技術を支えています。この「精密なエネルギー制御」機能により、複雑な溶接シーンにおいてより優れた性能を発揮します。
III. 詳細な比較:長所と短所を明らかにする5つの観点
1. 溶接品質および強度:美観性と安定性の競合
- スポット溶接機:溶接品質は、溶接ナゲット(溶融凝固部)の形成に完全に依存します。電極による加圧により、被加工物表面には明確な凹みが残ります。さらに、各ナゲット周囲の熱影響部(HAZ)は比較的広範囲に及び、周辺材料に著しい熱変形を引き起こす可能性があり、部品の平面度および寸法精度に影響を及ぼします。
- レーザー溶接機:連続的かつ均一な溶接ビードを形成し、外観が美しく滑らかであるだけでなく、構造的にも強固です。エネルギーをマイクロポイントに集中させることで、深部への高浸透性(深さ/幅比が大きい)を実現しつつ、熱入力は最小限に抑えられます。これにより、優れた継手強度、疲労耐性および気密性を確保でき、気密性や動的負荷耐性が求められる用途に最適です。
2. 加工能力:「広範囲」と「狭範囲」の材料適応性
- スポット溶接機:適用性は基本的に材料の導電性に制限されます。低炭素鋼やステンレス鋼などの導電性板材の重ね継ぎ手に最も適しています。一方、熱伝導が速く表面酸化も容易な材料(例:アルミニウム合金)では、高価な専用設備および表面処理が必要となり、溶接結果も依然として不安定になる場合があります。
- レーザー溶接機:優れた材料適合性を誇ります。導電性に依存せず、鋼鉄、アルミニウム、銅、チタンなど多様な金属を溶接可能であり、アルミニウム-鋼鉄や銅-真鍮といった異種金属の組み合わせにも対応します。超薄箔(焼穿きなし)の溶接から厚板への深溶け込み、あるいは反射性材料や特殊合金の加工——これらは他の溶接手法では困難な課題ですが、本機は容易にこなします。
3. 生産効率:自動化時代におけるスピード
- スポット溶接機:単一スポットの溶接は高速ですが、多スポット溶接や長尺溶接では効率が急激に低下します。各スポットごとに電極の位置決めが必要なため、工程は逐次的となり、全体の生産性が制限されます。複雑な部品への自動化対応には、複数の溶接ガンを連携して動作させる必要があり、システムの構成が複雑化・高コスト化します;
- レーザー溶接機:高速連続溶接の代名詞であり、非接触ビームは毎分数メートルという速度で継ぎ目を追随できます。現代製造業における最大の利点は、シームレスなロボット統合です。単一のロボット搭載レーザー装置でも、長尺溶接や複雑な3次元輪郭溶接を容易に実行できます。金型の交換を必要とせず、複数の部品バリエーションに柔軟に対応できるため、多品種少量生産向けの真に柔軟で無人化(ライトアウト)可能な自動化を実現します。
4. 投資コスト:短期的な節約 vs. 長期的な価値
- スポット溶接機:最も大きな魅力は初期購入価格が低い点ですが、総所有コスト(TCO)は高くなります。銅電極などの消耗品は頻繁な交換が必要であり、ロボットアームおよびトランスの定期保守は高額な費用を伴います。また、エネルギー消費量も高いのが特徴です。さらに、通常は熟練溶接工がパラメーター設定および品質確保のために関与する必要があり、人件費の増加と専門的技術への依存度の上昇を招きます。
- レーザー溶接機:「高額投資」という従来の認識を打破——最先端のファイバーレーザー溶接機は、わずか2,500米ドルからご購入いただけます。運用コストもさらに優れています:ファイバーレーザー光源の寿命は最大10万時間で、消耗品が不要・メンテナンスフリーです。さらに、操作は極めて簡単で、初心者でも5~10分で基本操作を習得できます。そのため、高額な専門溶接技術者の雇用は不要です。
5. 作業場への適応性:環境およびインフラ要件
- スポット溶接機:高い作業場インフラを要求し、高電流パルスを供給する大容量電源システムが必要です。溶接工程では大きな騒音、溶融スパッタ、および煙が発生するため、作業者および設備を保護するための遮蔽壁の設置が必須であり、比較的厳しい作業環境となります。
- レーザー溶接機:安全性が最優先であり、現代の機器は完全密閉型のクラス1レーザー安全設計を採用しています。追加の保護措置なしで開放型の作業場でも安全に操作可能であり、周囲にいる人に対しても特別な対策は不要です。煙の発生量はアーク溶接プロセスと比較して大幅に低く、標準的な電源コンセントのみで動作可能(高負荷産業用電源は不要)であるため、作業場環境への配慮も十分です。
IV. 選定判断:ご要件に合致する機種をお選びください
スポット溶接機を選択すべきタイミングは?
- 基本要件:初期投資を最小限に抑えつつ、シンプルな板金部品(例:自動車パネル、キャビネット)を大量生産すること。
- 材料制限:低炭素鋼などの導電性の高い材料のみを加工可能であり、製品設計においてもオーバーラップ型のスポット接合のみを必要とする場合。
- 予算状況:短期的な予算が厳しく、複雑な加工機能を直ちに必要としない場合。
レーザー溶接機が必須となるのはどのような場合ですか?
- 品質要件:溶接精度および外観に対する厳しい要求を満たす精密製品(例:民生用電子機器、医療機器)の製造。
- 加工シナリオ:複数の材料(アルミニウム、銅、ステンレス鋼)、異種金属、超薄板材の溶接、または気密性が求められる溶接を含む。
- 柔軟性要件:設計変更への迅速な対応、少量多品種生産、複雑な溶接形状への適応を可能とし、頻繁な装置調整を必要としないこと。
- 長期的計画:総所有コスト(TCO)の削減、熟練溶接工への依存解消、単純なスポット溶接から複雑な連続溶接、3次元輪郭溶接まで幅広く対応可能な汎用機械の導入を重視し、今後の事業拡大にも対応できるようにすること。
結論
 EN
EN
 AR
AR CS
CS NL
NL FR
FR DE
DE IT
IT JA
JA KO
KO PL
PL PT
PT RU
RU ES
ES UK
UK TH
TH TR
TR