金属粉末は、金属製3Dプリント部品の基盤となる、アディティブ・マニュファクチャリング(AM)業界において最も重要な要素の一つです。2013年の世界3Dプリント技術産業会議において、専門家たちは3Dプリント用金属粉末について...と定義しました。
お問い合わせ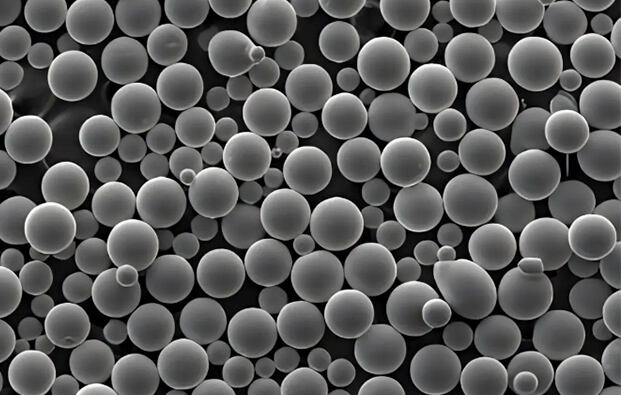
金属粉末は、金属製3Dプリント部品の基盤となる、アディティブ・マニュファクチャリング(AM)業界において最も重要な要素の一つです。 アディティブ製造 (AM) 業界において、3Dプリント金属部品の基盤を形成しています。2013年世界3D印刷技術産業会議において、専門家は 3D印刷 金属粉末 直径が1mm未満の金属粒子の集合体として定義しました。純金属、金属合金、金属的性質を持つ耐火化合物を含みます。
現在利用可能な金属粉末は 3D印刷 コバルト-クロム合金、ステンレス鋼、工具鋼、青銅合金、チタン合金、ニッケル-アルミニウム合金などが含まれます。AMプロセスの厳しい要求を満たすために、金属粉末は以下の特性を備えている必要があります:
微粒子サイズ
狭い粒径分布
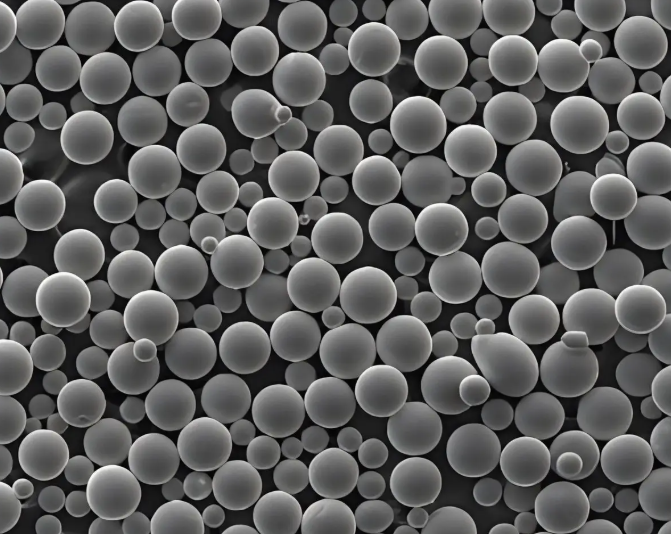
高い球状度
優れた流動性
高い振実密度および見かけ密度
目的とする用途および下流の成形プロセスに応じて、異なる粉末製造技術が用いられます。これらは大まかに以下の2つのカテゴリに分けられます:
物理化学的手法
機械的処理方法
粉末冶金業界では、 電解 , 削減 、および Mist化 が一般的であるが、すべてが合金粉末の製造に適しているわけではない。付加製造では、主に チタン合金 , スーパーアロイ , コバルト-クロム , 高強度鋼 、および 工具鋼 に焦点が当てられる。性能基準を満たすためには、粉末は以下の特性を維持する必要がある。
酸素および窒素含有量が低いこと
高い球状度
狭い粒子径範囲
高い見かけ密度
現在、AM用の球状金属粉末を製造する方法として、最も代表的な4つの方法は以下の通りです:
プラズマ回転電極法(PREP)
プラズマアトマイズ法(PA)
ガスアトマイズ法(GA)
プラズマ球形化法(PS)
原則
金属棒(電極)を高速で回転させながら、先端をプラズマアークによって溶融させる。溶融した材料は遠心力によって外側に投げ出され、不活性ガス雰囲気下で微細な滴となり、ほぼ球状の粉末に固化する。
主な特徴:
清浄で非常に球形度の高い粉末を生成
優れた流動性および表面品質
粒子径分布が狭い
制限:
微細粉末(<45 μm)の収率が低い
装置要求が高め(回転速度、保持能力)
微粉末のコストが高め
用途:
チタンや耐熱合金などの球状合金粉末の製造に最適です。粒子径が大きいものは、レーザー溶融積層(LENS)や指向性エネルギー堆積(DED)プロセスでよく使用されます。
原則
金属ワイヤーを高温のプラズマ領域に供給すると、溶融または蒸発した後、プラズマの運動エネルギーによって微小液滴に分裂します。これらの液滴は不活性ガス雰囲気中を落下しながら冷却・凝固し、微細粉末となります。
主な特徴:
超微細粉末(<45 μm)の歩留まりが高い
空心粒子やガスの巻き込みがほとんどない
高融点合金に最適
制限:
原料としてワイヤーを使用するため、合金の自由度が制限される
ワイヤー加工に起因する生産コストの増加
一部の衛星粉末の存在
用途:
高純度で微細粒状の粉末を必要とする付加製造用途に最適。選択的レーザー溶融(SLM)および電子ビーム溶融(EBM)で使用されるチタン合金に適しています。
種類:
VIGA(真空誘導ガスアトマイズ法)
るつぼを使用して真空中で金属を溶融します。溶融金属流は高圧の不活性ガス噴流によって微小滴に粉砕されます。
EIGA(電極誘導溶融不活性ガスアトマイズ法)
誘導コイルを使用して回転する金属電極を溶融し、るつぼの使用を不要にし、汚染リスクを低減します。
主な特徴:
高い効率とコスト効果
広範な合金との適合性(鋼、ニッケル、コバルト、アルミニウム、銅)
制御可能な粒子サイズ
制限:
プラズマ法に比べて球形度が低い
衛星と空洞粉末の含有量が高く
空気捕らわれ,EBMやホット・イソスタティックプレッシング (HIP) に適さない
用途:
SLMとDEDプロセスのための粉末の生産に使用される. 超音波やラミナー流のガス原子化などの継続的な改善により,AMの粉末品質が向上しました
原則
不規則な金属粉末を電波波 (RF) プラズマタッチに供給します 粒子は溶融点に近い程度に熱され,溶融点を超え,その後急速に冷却され,表面張力によって球状粒子が形成されます.
主な特徴:
高球状と滑らかな表面
流通性が良い
耐火性金属 (タンタル,ウルフスタン,ニオビウム,モリブデン) に適しています
制限:
長い加熱サイクル
表面積が増加したため酸素含有量が増加
溶融中の揮発性合金元素の損失
用途:
主に非球状粉末を球状粉末に再処理するために使用されます。使用済みまたはリサイクル粉末の再生にも有効です。
| 方法 | 粒子形状 | 粉末サイズ | 微粉末生成率(<45 μm) | コスト | 備考 |
|---|---|---|---|---|---|
| 準備 | 非常に球状 | 中級~粗級 | 低く、 | 高い | 清浄で大きな球状粉末に最適 |
| PA | ほぼ球状 | 微調整 | 高い | 高い | 超微細粉末に最適 |
| GA | 球状 | 広い範囲 | 高い | 低く、 | 産業界で広く採用されている |
| PS | 球状(不規則形状から) | 変数 | 原料に依存 | 中 | 粉末リサイクルまたは精製に使用 |
世界的に、アディティブマニュファクチャリング(AM)技術は材料、装置、応用面で急速に進展しています。現在の注目は印刷プロセス自体に集まりがちですが、金属粉末の上流開発、特に合金設計、製造装置、および低コスト球状化技術の開発は依然として重要でありながら未成熟な分野です。
強固で自立したAMエコシステムを支援するためには、粉末製造インフラ、プロセス革新、材料研究にさらに注力する必要があります。これらの分野での能力構築は、高性能で費用対効果に優れ、スケーラブルな金属3D印刷ソリューションの実現に不可欠です。
 EN
EN
 AR
AR CS
CS NL
NL FR
FR DE
DE IT
IT JA
JA KO
KO PL
PL PT
PT RU
RU ES
ES UK
UK TH
TH TR
TR