Saldatura con laser a fibra: un nuovo standard per la tecnologia di giunzione efficiente nella lavorazione dell'acciaio inossidabile
Nei settori industriali quali la lavorazione dell'acciaio inossidabile, le attrezzature per l'energia nucleare e la produzione automobilistica, la saldatura è un processo fondamentale che garantisce le prestazioni di tenuta e la resistenza strutturale dei componenti. Le tecnologie di saldatura tradizionali presentano...
Nei settori industriali quali la lavorazione dell'acciaio inossidabile, le attrezzature per l'energia nucleare e la produzione automobilistica, la saldatura è un processo fondamentale che garantisce le prestazioni di tenuta e la resistenza strutturale dei componenti. Le tecnologie tradizionali di saldatura presentano problemi come una penetrazione irregolare del cordone di saldatura, un elevato apporto termico e una bassa efficienza. Saldatura Laser ad Fibra , grazie ai suoi vantaggi di cordoni di saldatura profondi, alta velocità e alto grado di automazione, si è affermata come soluzione privilegiata per la saldatura dell'acciaio inossidabile. Essendo l'equipaggiamento fondamentale per la saldatura laser, le prestazioni e l'ottimizzazione dei parametri dei laser a fibra determinano direttamente la qualità della saldatura, contribuendo a far sì che la tecnologia di saldatura laser diventi una delle più promettenti tecnologie avanzate di giunzione del XXI secolo.
Saldatura a laser in fibra: uno "strumento efficiente" per la lavorazione dell'acciaio inossidabile
La saldatura a laser in fibra è una tecnologia di giunzione che utilizza fasci laser ad alta energia emessi da laser in fibra per realizzare il collegamento tra metalli mediante conduzione termica o penetrazione profonda. Rispetto ai processi tradizionali, come la saldatura ad arco e la saldatura per attrito, presenta significativi vantaggi: elevata efficienza di conversione elettro-ottica con basse perdite energetiche; ottima qualità del fascio, che, una volta focalizzato, consente di ottenere un’altissima densità di energia, producendo saldature con rapporto profondità/larghezza elevato; ridotto apporto termico, che limita le deformazioni da saldatura e preserva le caratteristiche del substrato in acciaio inossidabile; nessuna necessità di un ambiente a vuoto; e alta velocità di saldatura, adatta alla produzione su larga scala.
La saldatura a laser in fibra è principalmente suddivisa in due modalità: saldatura per conduzione termica e saldatura a penetrazione profonda. La saldatura per conduzione termica presenta una bassa densità di potenza (inferiore a 10⁴–10⁵ W/cm²), con scarsa penetrazione e velocità ridotta, ed è adatta per la giunzione di componenti in acciaio inossidabile sottili. La saldatura a penetrazione profonda, invece, impiega un’alta densità di potenza (superiore a 10⁵–10⁷ W/cm²), nella quale si forma una "cavità" (keyhole) sulla superficie del metallo, consentendo un trasferimento termico efficiente attraverso tale cavità. Questa modalità si caratterizza per elevata velocità di saldatura e penetrazione profonda, risultando perfettamente adatta alle esigenze di saldatura di tubi e lamiere in acciaio inossidabile di spessore medio o elevato. Nel processo di lavorazione dell’acciaio inossidabile, la saldatura a laser in fibra consente di evitare efficacemente difetti tipici della saldatura tradizionale, quali la mancata penetrazione e le saldature irregolari, garantendo così le prestazioni di tenuta e la stabilità strutturale dei componenti. Trova ampio impiego in settori con requisiti rigorosi di qualità della saldatura, come l’equipaggiamento per l’energia nucleare e l’aerospaziale.
Decodifica dei parametri fondamentali: l’impatto chiave della lunghezza focale e della quantità di sfocatura
La qualità della saldatura con laser a fibra dipende principalmente dalla regolazione precisa di parametri quali la lunghezza focale e la quantità di sfocatura. La lunghezza focale è la distanza tra il punto focale del fascio laser e la lente, misurata dopo il passaggio del fascio attraverso la lente di messa a fuoco; essa influenza direttamente il diametro del punto focale e la densità di energia: il diametro del punto focale è proporzionale alla lunghezza focale. Una lunghezza focale eccessivamente lunga disperde l’energia, impedendo la formazione di una penetrazione efficace; una lunghezza focale eccessivamente corta concentra invece troppo l’energia, rischiando di danneggiare il substrato. Prima della saldatura effettiva, il punto focale deve essere calibrato mediante metodi come la saldatura a scansione obliqua: spostare la testa di saldatura laser da una posizione bassa a una alta, individuando così la parte più stretta del cordone di saldatura, che corrisponde al punto focale, dove la densità di energia è massima e l’effetto di saldatura è ottimale.
Come valore di deviazione della lunghezza focale, la quantità di defocalizzazione ha un impatto più significativo sulla penetrazione del saldatura. Per quantità di defocalizzazione si intende la distanza di deviazione tra il punto focale e la superficie del pezzo in lavorazione durante la saldatura effettiva; essa è suddivisa in defocalizzazione positiva (punto focale al di sopra del pezzo in lavorazione) e defocalizzazione negativa (punto focale al di sotto del pezzo in lavorazione). Gli esperimenti dimostrano che la defocalizzazione negativa consente di ottenere una penetrazione maggiore. Quando la quantità di defocalizzazione rientra nell’intervallo da -4 mm a -2 mm, la penetrazione può superare i 2 mm, soddisfacendo così i requisiti di saldatura per tubi in acciaio inossidabile con uno spessore di parete di 2,5 mm. Al contrario, maggiore è la distanza di defocalizzazione positiva, minore risulta la penetrazione. Quando la quantità di defocalizzazione positiva raggiunge i 4 mm, la penetrazione è pari soltanto a 1,15 mm, valore insufficiente a soddisfare i requisiti di resistenza meccanica della saldatura. Ad esempio, nella saldatura di tubi in acciaio inossidabile, operare secondo la lunghezza focale teorica indicata nel manuale dell’apparecchiatura potrebbe causare una penetrazione incompleta a causa di un’eccessiva defocalizzazione effettiva. È pertanto necessario ottimizzare i parametri di defocalizzazione negativa dopo aver determinato la lunghezza focale mediante calibrazione effettiva, al fine di ottenere l’effetto di saldatura ideale.
Scenari applicativi industriali: dalla lavorazione dell'acciaio inossidabile alla copertura di più settori
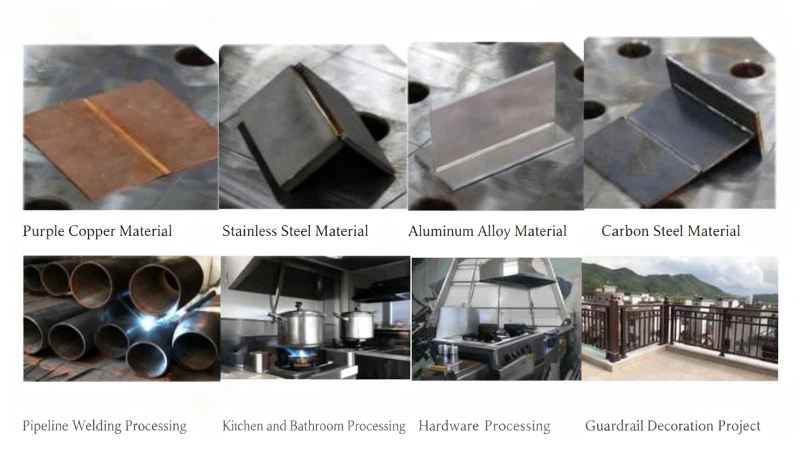
La saldatura a laser in fibra ha raggiunto applicazioni mature in vari settori industriali ed è diventata un passaggio chiave per migliorare la qualità dei prodotti. Nel campo della lavorazione dell'acciaio inossidabile, può essere utilizzata per la saldatura di tenuta di tubi e lamiere. I cordoni di saldatura sono piani e presentano una penetrazione uniforme, garantendo l'affidabilità dei componenti in condizioni operative complesse. Nel settore delle attrezzature per l'energia nucleare, in risposta alle esigenze di saldatura di componenti di precisione, le caratteristiche di bassa deformazione e alta tenuta della saldatura a laser in fibra soddisfano rigorosi standard qualitativi. Nella produzione automobilistica e nella produzione di veicoli ferroviari, i suoi vantaggi in termini di elevata efficienza e automazione possono notevolmente migliorare la produttività e ridurre i costi di produzione.
 EN
EN
 AR
AR CS
CS NL
NL FR
FR DE
DE IT
IT JA
JA KO
KO PL
PL PT
PT RU
RU ES
ES UK
UK TH
TH TR
TR