Punktschweißgerät vs. Laserschweißgerät: Der ultimative Workshop-Auswahl-Leitfaden – Keine Reue nach dem Lesen!
In der Werkstattfertigung bestimmt die Wahl des richtigen Schweißgeräts unmittelbar die Produktivität, die Produktqualität und die Wettbewerbsfähigkeit des Unternehmens. Als zwei zentrale Schweißtechnologien unterscheiden sich Punktschweißgeräte und Laserschweißgeräte erheblich in ihren Anwendungsszenarien...
In der Werkstattproduktion bestimmt die Wahl der richtigen Schweißausrüstung unmittelbar die Produktivität, die Produktqualität und die Wettbewerbsfähigkeit des Unternehmens. Als zwei zentrale Schweißtechnologien unterscheiden sich Punktschweißgeräte und Laserschweißgeräte erheblich hinsichtlich Anwendungsbereichen, Leistungsmerkmalen und erforderlichen Investitionskosten. Die richtige Wahl kann die Produktionseffizienz verdoppeln und die Qualität steigern, während die falsche Wahl die Kapazität einschränken und zusätzliche Kosten verursachen kann. Viele Werkstattleiter stehen vor der Frage: Welche Ausrüstung ist besser auf ihre spezifischen Anforderungen abgestimmt? Dieser Artikel analysiert Vor- und Nachteile beider Technologien – von den grundlegenden Unterschieden und Funktionsprinzipien über detaillierte Vergleiche bis hin zu konkreten Entscheidungshilfen – und unterstützt Sie dabei, die optimale Schweißlösung für Ihre Werkstatt präzise auszuwählen.
I. Kernunterschiede im Überblick: Wichtige Unterscheidungsmerkmale in einer Tabelle
Vergleichsdimension
Punktschweißer
Laserschweißer
Schweißeffekt
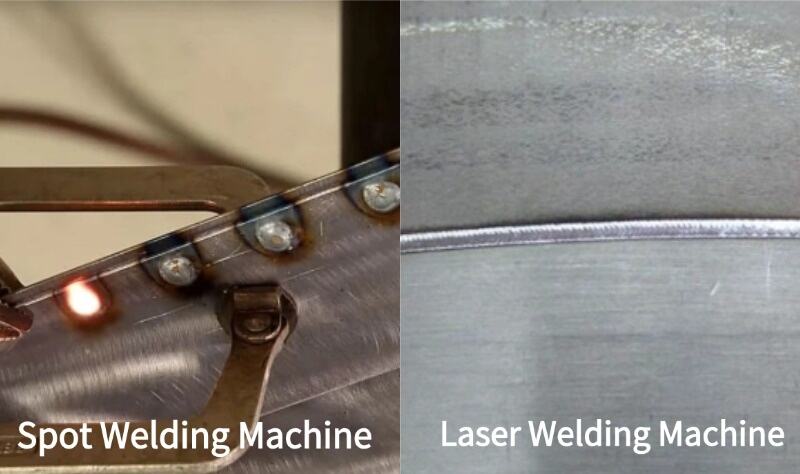
Erzeugt Punktschweißstellen mit Oberflächenvertiefungen und deutlicher Verformung
Erzeugt durchgehende Schweißnähte mit glatter, ästhetischer Oberfläche und minimaler thermischer Verformung
Materielle Vereinbarkeit
Vorwiegend für Stahlplatten geeignet; schwierig zu handhabende Materialien wie Aluminiumlegierungen
Schnelles Einzelpunktschweißen, geringe Effizienz bei Mehrpunktschweißungen bzw. langen Schweißnähten sowie aufwändige Automatisierung
Hochgeschwindigkeits-Dauerschweißen, einfache Integration in automatisierte Systeme und hohe Flexibilität
Gesamtkosten
Niedriger Anschaffungspreis, jedoch hohe Verbrauchsmaterialkosten (Kupferelektroden) und Wartungskosten; erfordert geschulte Schweißer
Beginnt bei 2.500 USD für Einstiegsmodelle, keine Verbrauchsmaterialien erforderlich, wartungsfrei und einfach für Anfänger zu bedienen
Anwendungsszenarien
Massenstandardisierte Produktion und grundlegende Bearbeitung mit knappen Budgets
Präzisionsfertigung von Produkten mit Fokus auf langfristige Wettbewerbsfähigkeit und Anpassungsfähigkeit an vielfältige Einsatzszenarien
II. Funktionsweise im Detail: Die Kernlogik der beiden Technologien
1. Punktschweißgerät: „Punktverbindung“ durch Widerstandswärme
Der Punktschweißer arbeitet auf Basis des Widerstandserhitzungseffekts: Kupferelektroden klemmen überlappende Metallbleche ein, woraufhin hochintensive Stromstöße geleitet werden. Der Strom erzeugt konzentrierte Wärme an den metallischen Kontaktstellen und schmilzt das Metall augenblicklich, wodurch eine „Schweißkerbe“ entsteht. Der gesamte Vorgang dauert nur wenige Millisekunden und folgt einem vierstufigen Zyklus – Anpressen, Schweißen, Halten und Lösen –, um unter Druck eine feste Verbindung sicherzustellen. Diese Technologie basiert auf der „Punktkontakterwärmung“ und eignet sich daher für einfache Überlappungs-Fügeanwendungen.
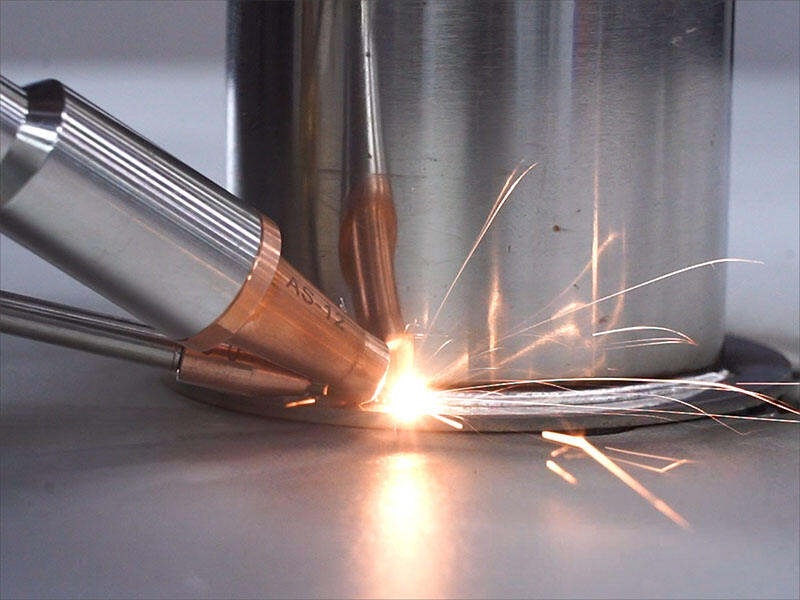
2. Laserschweißer: „Präzise Verschmelzung“ mit fokussierten Laserstrahlen
Laser-Schweißgeräte arbeiten nach einer völlig anderen Logik: Sie nutzen einen hochkonzentrierten Laserstrahl als Wärmequelle, um die Fügezone des Werkstücks präzise zu bestrahlen und die Materialien zum Schmelzen und Verschmelzen zu bringen. Als berührungsloses Verfahren ermöglicht es eine exakte Steuerung der Wärmezufuhr und unterstützt zwei Kernschweißtechnologien: Lochschweißen für hohe Eindringtiefe und Wärmeleitungs-Schweißen für glatte Oberflächen. Diese Eigenschaft der „präzisen Energiesteuerung“ macht das Verfahren in komplexen Schweißanwendungen besonders vorteilhaft.
III. Detaillierter Vergleich: 5 Dimensionen zur Bewertung von Vor- und Nachteilen
1. Schweißqualität und Festigkeit: Ein Wettkampf zwischen Ästhetik und Stabilität
Punktschweißgerät: Die Schweißqualität hängt vollständig von der Bildung der Schweißpunkte („Nuggets“) ab. Der Elektrodenpressdruck hinterlässt deutliche Vertiefungen auf der Werkstückoberfläche. Zudem ist die wärmebeeinflusste Zone (HAZ) um jeden Schweißpunkt relativ breit, was zu erheblicher thermischer Verformung der umgebenden Materialien führen kann und dadurch die Flachheit sowie die Maßgenauigkeit der Bauteile beeinträchtigt;
Laser-Schweißgerät: Erzeugt kontinuierliche, gleichmäßige Schweißnähte, die nicht nur ästhetisch ansprechend und glatt, sondern auch strukturell hochfest sind. Durch die Konzentration der Energie auf einen Mikropunkt wird ein hoher Tiefen-zu-Breiten-Verhältnis für eine tiefe Durchdringung bei gleichzeitig minimiertem Wärmeeintrag erreicht. Dies führt zu ausgezeichneter Verbindungsfestigkeit, Ermüdungsbeständigkeit und Dichtleistung und macht das Verfahren ideal für Anwendungen, bei denen Luftdichtheit oder Widerstandsfähigkeit gegenüber dynamischen Lasten erforderlich ist.
2. Verarbeitungskapazität: Die „Breite“ und „Schmalheit“ der Materialanpassungsfähigkeit
Punktschweißgerät: Die Anwendbarkeit ist grundsätzlich durch die elektrische Leitfähigkeit des Materials begrenzt. Es eignet sich am besten für das Überlappungsschweißen leitfähiger Bleche wie kohlenstoffarmer Stahl und Edelstahl. Für Materialien mit schneller Wärmeleitung und leichter Oberflächenoxidation (z. B. Aluminiumlegierungen) sind teure Spezialgeräte sowie Oberflächenvorbehandlungen erforderlich, und die Schweißergebnisse können dennoch instabil sein;
Laser-Schweißgerät: Zeichnet sich durch eine beeindruckende Materialverträglichkeit aus. Unabhängig von der elektrischen Leitfähigkeit kann es verschiedene Metalle wie Stahl, Aluminium, Kupfer und Titan schweißen – sogar ungleichartige Metallkombinationen wie Aluminium-Stahl oder Kupfer-Messing. Ob Ultra-Dünnbleche (ohne Durchbrennen), Tiefenschweißen dicker Platten oder die Verarbeitung reflektierender oder spezieller Legierungen – Herausforderungen, die für die meisten anderen Schweißverfahren kaum lösbar sind – meistert es mühelos.
3. Produktionseffizienz: Geschwindigkeit im Zeitalter der Automatisierung
Punktschweißgerät: Obwohl das Einzelpunktschweißen schnell ist, sinkt die Effizienz bei Mehrpunktschweißungen oder langen Schweißnähten stark ab. Für jeden Punkt ist eine separate Elektrodenpositionierung erforderlich, wodurch der Prozess sequenziell wird und die Gesamtdurchsatzleistung begrenzt bleibt. Die Automatisierung komplexer Bauteile erfordert den koordinierten Einsatz mehrerer Schweißpistolen, was die Systemkomplexität und die Kosten erhöht;
Laser-Schweißgerät: Synonym für hochgeschwindigkeitsfähiges, kontinuierliches Schweißen – der berührungslose Laserstrahl kann sich mit Geschwindigkeiten von mehreren Metern pro Minute entlang der Nähte bewegen. Sein größter Vorteil in der modernen Fertigung ist die nahtlose Integration in Roboteranlagen: Eine einzige robotergestützte Laser-Einheit kann problemlos lange Schweißnähte sowie komplexe 3D-Konturschweißungen ausführen. Sie passt sich ohne Werkzeugwechsel verschiedenen Bauteilvarianten an und ermöglicht so eine wirklich flexible, vollautomatisierte „Lights-out“-Fertigung für Produktionsumgebungen mit hoher Variantenvielfalt und geringen Losgrößen.
4. Investitionskosten: Kurzfristige Einsparungen vs. langfristiger Wert
Punktschweißgerät: Sein größter Vorteil ist der niedrige Anschaffungspreis; die Gesamtbetriebskosten sind jedoch hoch. Verbrauchsmaterialien wie Kupferelektroden müssen häufig ausgetauscht werden; die regelmäßige Wartung von Roboterarmen und Transformatoren ist kostenintensiv; zudem ist der Energieverbrauch hoch. Darüber hinaus erfordert es in der Regel qualifizierte Schweißer zur Einstellung der Parameter und zur Sicherstellung der Qualität, was die Personalkosten erhöht und die Abhängigkeit von fachlichem Know-how verstärkt;
Laser-Schweißgerät: Durchbricht die traditionelle Vorstellung von „hoher Investition“ – fortschrittliche Faser-Laser-Schweißgeräte beginnen bereits bei nur 2.500 USD. Die Betriebskosten sind noch vorteilhafter: Die Faser-Laser-Quelle weist eine Lebensdauer von bis zu 100.000 Stunden auf, verbraucht keine Verbrauchsmaterialien und erfordert keine Wartung. Entscheidend ist zudem die einfache Bedienbarkeit – Anfänger können die Grundoperationen innerhalb von 5–10 Minuten erlernen, wodurch die teure Einstellung professioneller Schweißer entfällt.
5. Werkstattanpassungsfähigkeit: Anforderungen an Umgebung und Infrastruktur
Punktschweißgerät: Stellt hohe Anforderungen an die Werkstattinfrastruktur und erfordert ein leistungsstarkes Stromversorgungssystem, um hochstromige Impulse bereitzustellen. Der Schweißprozess erzeugt erheblichen Lärm, flüssigen Spritzer und Dämpfe, weshalb Schutzzonen für Bediener und Geräte notwendig sind; dies führt zu einem vergleichsweise anspruchsvollen Werkstattumfeld;
Laser-Schweißgerät: Sicherheit steht an erster Stelle; moderne Geräte verfügen über ein vollständig umschlossenes Lasersicherheitsdesign der Klasse 1. Sie können sicher in offenen Werkstätten ohne zusätzlichen Schutz betrieben werden, und unbeteiligte Personen benötigen keine besonderen Schutzmaßnahmen. Die Rauchentwicklung ist deutlich geringer als bei Lichtbogenschweißverfahren, und es ist lediglich eine Standard-Steckdose erforderlich – keine schwere Industriestromversorgung – was die Geräte werkstattfreundlicher macht.
IV. Auswahlentscheidung: Passen Sie die Wahl Ihren Anforderungen an
Wann sollten Sie ein Punktschweißgerät wählen?
Kernanforderung: Serienfertigung einfacher Blechkomponenten (z. B. Karosserieteile, Gehäuse) mit geringstmöglicher Erstinvestition;
Materialbeschränkung: Verarbeitung ausschließlich hochleitfähiger Materialien wie kohlenstoffarmer Stahl sowie Konstruktionen, bei denen nur überlappende Punktschweißverbindungen erforderlich sind;
Budgetlage: Enges kurzfristiges Budget ohne unmittelbaren Bedarf an komplexen Verarbeitungsfunktionen.
Wann ist ein Laser-Schweißgerät zwingend erforderlich?
Qualitätsanforderung: Herstellung von Präzisionsprodukten (z. B. Unterhaltungselektronik, medizinische Geräte) mit strengen Anforderungen an die Schweißgenauigkeit und -optik;
Flexibilitätsbedarf: Anpassung an schnelle Konstruktionsänderungen, Kleinserienfertigung und komplexe Schweißgeometrien ohne häufige Geräteeinstellungen;
Langfristige Planung: Fokussierung auf die Senkung der Gesamtbetriebskosten, Unabhängigkeit von hochqualifizierten Schweißern sowie Suche nach einer vielseitigen Maschine, die Aufgaben von einfachen Punktschweißungen bis hin zu komplexen Durchschweißungen und 3D-Konturschweißungen bewältigen kann und sich an zukünftige Geschäftsexpansionen anpasst.

 EN
EN
 AR
AR CS
CS NL
NL FR
FR DE
DE IT
IT JA
JA KO
KO PL
PL PT
PT RU
RU ES
ES UK
UK TH
TH TR
TR