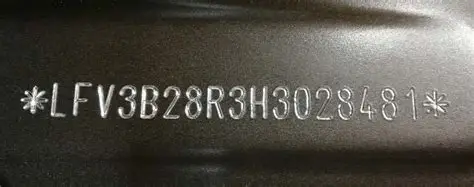
V automobilovém průmyslu slouží VIN (Identifikační číslo vozidla) jako „průkazová karta“ vozidla a plní klíčové funkce, jako je sledovatelnost vozidla, kontrola kvality a ochrana proti padělání. Podle národních norem musí být VIN vyryt na klíčových konstrukčních součástech karoserie (tzv. bílého těla) tak, aby splňoval požadavky na výšku znaků nejméně 7 mm, hloubku ryty nejméně 0,3 mm, jasnost, trvanlivost a nezaměnitelnost. Tradiční mechanické značicí procesy trpí nízkou účinností, vysokou hlučností a omezenou přizpůsobivostí.
Laserové značení laserové značení, které se vyznačuje výhodami nekontaktního zpracování, vysoké přesnosti a vysoké stability, se stalo dominantní technologií pro vyrytí VIN na karoserii automobilů (bílém těle) a poskytuje základní podporu efektivní výrobě i přesné sledovatelnosti v automobilovém průmyslu.
Laserové značení: „Nekontaktní rytec“ pro kódy VIN automobilů
Laserové značení je technologie, která využívá vysoce energetické laserové paprsky k místnímu ozáření povrchu kovů, čímž dochází k odpaření povrchových materiálů a odhalení podkladových vrstev nebo k vyvolání chemické změny barvy za účelem vytvoření trvalých značek. Na rozdíl od mechanických způsobů značení, jako jsou pneumatické rýhování, bodová matice a vydřížení, je laserové značení nekontaktní proces, při němž není nutný přímý kontakt mezi značicí jehlou a plechem karosérie vozidla. Tím se předejde strukturálnímu poškození karoserie vozidla způsobenému mechanickými silami a umožňuje adaptaci na různé materiály součástí karoserie – ať už se jedná o běžnou uhlíkovou ocel nebo horkoválcovanou ocel s mezí kluzu přesahující 1300 MPa, laserové značení spolehlivě dosahuje požadované hloubky a čitelných znaků.
V linkách pro výrobu bílého karoseriového těla automobilů se zařízení pro laserové značení obvykle skládá z laserového zdroje, rozšiřovače svazku (případně podle potřeby) a galvanometrického systému. V kombinaci s automatizovanými řídicími systémy dokáže rychle přizpůsobit výrobní procesy různým modelům vozidel a polohám značení. Proces značení nevytváří žádný mechanický šum a gravírování probíhá výhradně prostřednictvím vysokorychlostního skenování laserovým svazkem. Nejenže splňuje požadavky na vysokou účinnost svařovacích výrobních linek, ale také zajišťuje konzistenci a estetiku kódů VIN, čímž řeší problém tradičního mechanického značení, které má obtíže dosáhnout rovnováhy mezi rychlostí a kvalitou.
Klíčové technické rozdíly: Výběr mezi galvanometry s předním a zadním ohniskem
Účinnost laserového značení pro vyrytí VIN závisí kriticky na metodě zaostření galvanometrického systému, který se hlavně dělí na typy s předním a zadním zaostřením; každý z nich má své výhody a je vhodný pro jiné výrobní scénáře.
Systémy galvanometrického zařízení s předním zaměřením používají dynamické zařízení pro zaměřování s dlouhou ohniskovou vzdáleností, které laserový paprsek zaměřuje ještě před tím, než vstoupí do galvanometrických zrcadel XY. Tím se zajišťuje stálá vzdálenost mezi každým bodem roviny obrobku a zaměřovacím objektivem, přičemž všechny zaměřené světelné skvrny přesně dopadají do téže roviny. Výsledek gravírování je optimální – znaky jsou ostré a jejich hloubka je rovnoměrná, což plně vyhovuje přísným požadavkům na kódy VIN. Naopak systémy galvanometrického zařízení s zadním zaměřením zaměřují laserový paprsek pomocí objektivu až po jeho odchýlení galvanometrickými zrcadly. Tato metoda má jednoduchý řídicí software, nízkou cenu a vysokou rychlost gravírování, avšak kvůli pevné vzdálenosti mezi objektivem a obrobkem se velikost světelné skvrny mění po celé rovině skenování – uprostřed je menší a na okraji větší – což může způsobit deformaci typu „polštář“ nebo „barel“. Je vhodná pro aplikace, u nichž jsou požadavky na přesnost gravírování mírně nižší. V průmyslové výrobě bílých karoserií automobilů preferují hlavní výrobci automobilů systémy galvanometrického zařízení s předním zaměřením díky jejich výhodám v oblasti přesnosti.
Výhody procesu: Proč je to první volba pro automobilový průmysl
Laserové značení se vyznačuje při gravírování VIN kódů automobilů díky několika výhodám, které jej činí vhodným pro průmyslovou výrobu. Za prvé nabízí širokou přizpůsobivost – zvládá jak běžnou uhlíkovou ocel, tak vysokopevnostní teple tvářenou ocel, zatímco mechanické značení často selhává nedostatečnou hloubkou gravírování a opotřebením jehly při zpracování vysoce pevných ocelí. Za druhé dosahuje rovnováhy mezi efektivitou a kvalitou: optimalizací výkonu laseru (obvykle 150–200 W) a parametrů značení lze 19místný VIN gravírovat za 30–60 sekund. Pro zlepšení estetické kvality lze použít víceprůchodové rychlé skenování, které dále zvyšuje čitelnost znaků a zabrání vzniku strusky. Za třetí poskytuje vysokou stabilitu: laserové značení neobsahuje žádné mechanicky opotřebovatelné součásti, což vede k nízkým nákladům na údržbu a zajišťuje vhodnost pro dlouhodobý nepřetržitý provoz na automobilových výrobních linkách. Současně bezkontaktní zpracování snižuje riziko sekundárního poškození a zaručuje integritu konstrukce karoserie vozidla.
Kromě toho laserové značení nabízí výjimečnou flexibilitu. Díky softwarovému programování lze rychle přepínat schémata značení VIN pro různé modely vozidel bez nutnosti výměny forem nebo upínacích zařízení, čímž se výrazně snižuje doba přeřizování výrobní linky a dokonale vyhovuje požadavkům výroby více modelů současně, které jsou typické pro moderní automobilový průmysl.
Zvažované aplikace: Vyvážení bezpečnosti a účinnosti
I přes své významné výhody vyžaduje laserové značení v aplikacích bílého těla automobilů pozornost k dvěma základním bodům. Za prvé, bezpečnostní opatření: při značení dochází k odpařování olejových vrstev na plechových dílech karoserie a k vypařování kovu, čímž se uvolňují kouř a prach; intenzivní laserové záření může navíc poškodit zrak obsluhy. Proto je nutné instalovat úplný systém větrání a odvádění kouře spolu s vybavením pro ochranu před zářením, aby bylo zajištěno bezpečné výrobní prostředí. Za druhé, optimalizace parametrů: mezi účinností a kvalitou laserového značení existuje určitý nepřímý vztah – snížení rychlosti laserového paprsku a počtu průchodů zvyšuje účinnost, ale může vést k vzniku strusky na okraji znaků; naopak víceprůchodové rychlé skenování zajišťuje estetickou kvalitu, avšak trvá déle (přibližně 4–6 minut). V praxi je nutné v rámci výrobní linky najít rovnováhu podle jejího taktu.
Vzhledem k tomu, že automobilový průmysl stále zvyšuje požadavky na efektivitu výroby a přesnost sledovatelnosti, technologie laserového značení se vyvíjí směrem k vyšší rychlosti, vyšší přesnosti a chytřejší adaptabilitě. Nejenže tvoří základní technologii pro gravírování VIN kódů, ale také hraje klíčovou roli při značení a zajištění sledovatelnosti automobilových komponent a elektronických dílů, čímž podporuje inteligentní modernizaci výrobního průmyslu.
 EN
EN
 AR
AR CS
CS NL
NL FR
FR DE
DE IT
IT JA
JA KO
KO PL
PL PT
PT RU
RU ES
ES UK
UK TH
TH TR
TR