 EN
EN
 AR
AR CS
CS NL
NL FR
FR DE
DE IT
IT JA
JA KO
KO PL
PL PT
PT RU
RU ES
ES UK
UK TH
TH TR
TR- Головна сторінка
- Продукція
- Про Нас
- Відео
- Застосування
- Новини
- Центр Допомоги
- Зв’язатися з нами

І. Виявлення проблеми: Протиріччя між потребою в стійкості до зносу та корозії та традиційними технологіями. У галузях, таких як авіаційно-космічна та нафтохімічна промисловість, корозія та знос становлять 80% усіх відмов компонентів, що призводить до простою обладнання та збільшення...
Зв’язатися з нами
У галузях, таких як аерокосмічна та нафтохімічна інженерія, корозія та зношування становлять 80% усіх відмов компонентів, що призводить до простою обладнання та збільшення витрат. Традиційні захисні технології мають очевидні обмеження: хромування забруднює навколишнє середовище; напилені покриття мають низьку міцність зчеплення; фізичне осадження з парової фази є неефективним; традиційне лазерне наплавлення легко спричиняє деформацію компонентів. Тому екологічно чисте та ефективне створення високоміцних проти зносу й корозії захисних покриттів стало нагальною проблемою, яку потрібно вирішити в галузі.
Технологія надвисокошвидкісного лазерного наплавлення (EHLA) є оптимізованою версією традиційного лазерного наплавлення,
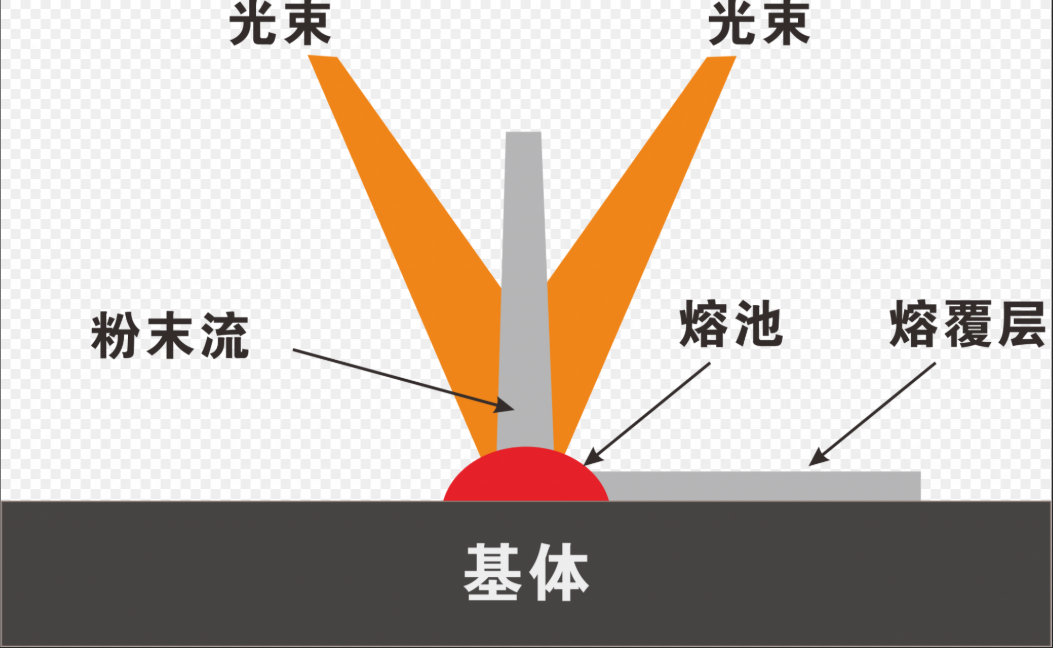
досягнення ефективного розподілу енергії шляхом регулювання положення взаємодії лазера, порошку та підкладки. Фокусна точка його лазерного та порошкового променя розташована над підкладкою, тому порошок плавиться до того, як потрапити на підкладку. У поєднанні з коаксіальним подаванням порошку лінійна швидкість наплавлення досягає 500 м/хв, що в 10 разів ефективніше, ніж у традиційних технологій.
З точки зору розподілу енергії, 80% лазерної енергії використовується для плавлення порошку, а лише 20% — для нагрівання підкладки, що забезпечує три переваги: ступінь розбавлення покриття становить менше 4%; низький вхідний тепловий потік у підкладку запобігає деформації; швидкість охолодження 1,08×10⁵ K/с дозволяє зменшити розмір зерен (розмір дендритів залізовмісних покриттів становить лише 0,9 мкм). Крім того, шорсткість покриття (Ra) менша за 10 мкм, а рівень дефектів — низький. З точки зору обладнання, компанії Німеччини ACunity та TRUMPF, а також китайські Xi’an Zhongke Zhongmei та Університет Цзяотону в Сіані досягли прориву, заклавши основу для індустріалізації.
Застосування EHLA ґрунтується на адаптивних покриттях, які поділяються на традиційні сплави та нові матеріали:
Серед традиційних сплавів для покриттів залізовмісні сплави узгоджуються зі стальними основами та використовуються в гірничому та нафтогазовому обладнанні (наприклад, покриття гідравлічних опор Shandong Energy); кобальтовмісні сплави мають високу термостійкість і застосовуються у литих валках та лопатках турбін; нікелевмісні сплави стійкі до корозії при високих температурах, придатні для труб біомасових котлів.
Покриття з нових матеріалів розширюють межі застосування: аморфні залізовмісні покриття (96% аморфного вмісту) використовуються в прецизійному машинобудуванні; покриття з високентропійних сплавів (наприклад, FeCoNiCrMn) без утворення тріщин застосовуються в авіадвигунах; композитні покриття (наприклад, з підсиленням WC) з високою міцністю та твердістю використовуються в гірничому обладнанні; керамічні покриття ZrB₂-SiC придатні для високотемпературних підшипників.
EHLA потрібно подолати два вузькі місця: по-перше, створити систему стандартизації, розробити спеціальні матеріали для покриттів та створити бази даних процесів і стандарти якості; по-друге, інтегрувати допоміжні технології, впровадити ультразвукові/електромагнітні поля для регулювання розплавлених ванн, розвивати технології післяобробки та розробляти системи візуального моніторингу на основі штучного інтелекту для підвищення рівня автоматизації.
Ізі зниженням вартості обладнання очікується проникнення EHLA в малі та середні підприємства, заміна традиційних процесів, ставання її основною технологією поверхневої інженерії, надання екологічних та ефективних рішень для захисту промислових компонентів та стимулювання високоякісного розвитку виробничої галузі.