 EN
EN
 AR
AR CS
CS NL
NL FR
FR DE
DE IT
IT JA
JA KO
KO PL
PL PT
PT RU
RU ES
ES UK
UK TH
TH TR
TR- Ana Sayfa
- Ürünler
- Hakkımızda
- Videolar
- Uygulama
- Haberler
- Yardım Merkezi
- Bize Ulaşın
Metal tozu, eklemeli imalat (AM) endüstrisinin en kritik bileşenlerinden biridir ve 3D metal baskı parçalarının temelini oluşturur. 2013 Dünya 3D Baskı Teknolojileri Endüstri Konferansı'nda uzmanlar, 3D metal baskı tozu tanımladı...
Bize Ulaşın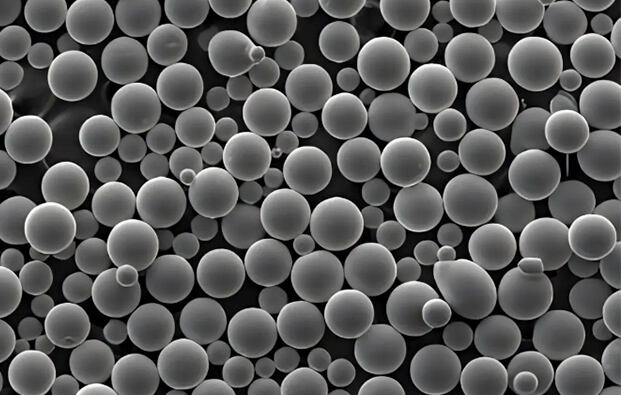
Metal tozu, eklemeli imalatın (AM) en kritik bileşenlerinden biridir ve eklemeli üretim (AM) endüstrisinde, 3D metal baskı parçalarının temelini oluşturur. 2013 Dünya 3D Baskı Teknolojileri Endüstri Konferansı'nda uzmanlar 3D baskı madde tozu çapı 1 mm'den küçük olan ve saf metalleri, metal alaşımlarını ve metalik özellikleri olan refrakter bileşikleri içeren metalik partiküller topluluğu olarak tanımlar.
Şu anda mevcut olan metal tozları için 3D baskı kobalt-krom alaşımları, paslanmaz çelik, takım çelikleri, bronz alaşımlar, titanyum alaşımları ve nikel-alüminyum alaşımları dahildir. AM süreçlerinin sıkı taleplerini karşılamak için metal tozları şunları göstermelidir:
İnce Parçacık Boyutu
Dar boyut dağılımı
Yüksek küresellik
Mükemmel akışkanlık
Yüksek dolum ve yığın yoğunluğu
İstenilen uygulamaya ve aşağı akış şekillendirme sürecine bağlı olarak farklı toz üretim teknikleri kullanılır. Bunlar iki ana kategoriye ayrılır:
Fizikokimyasal yöntemler
Mekanik Yöntemler
Toz metalurjisi endüstrisinde elektroliz , azalma , ve atomleştirme alaşım tozları üretmek için uygun olanlar hariç yaygın olarak kullanılır. Eklemeli imalatta temel odak noktası şudur: titanyum Alaşımlar , üst alaşımalar , kobalt-krom , yüksek dayanıklılıklı çelikler , ve takım çelikleri . Performans standartlarını karşılamak için tozlar şunları korumalıdır:
Düşük oksijen ve azot içeriği
Yüksek küresellik
Dar partikül boyutu aralığı
Yüksek yığın yoğunluğu
Şu anda, AM için küresel metal tozları üretmenin en belirgin dört yöntemi şunlardır:
Plazma Döner Elektrot Prosesi (PREP)
Plazma Atomizasyonu (PA)
Gaz Atomizasyonu (GA)
Plazma Küreselleştirme (PS)
İlke:
Metal çubuklar (elektrotlar) yüksek hızlarda döndürülürken ucu plazma arkı ile eritilir. Eriyik malzeme santrifüj kuvveti ile atılır ve inert gaz ortamında neredeyse küresel şekilli toz haline gelmek üzere soğuyarak katılaşır.
Ana Özellikler:
Temiz, yüksek derecede küresel toz üretir
Mükemmel akışkanlık ve yüzey kalitesi
Dar partikül boyutu dağılımı
Sınırlamalar:
İnce tozların verimi düşüktür (<45 μm)
Yüksek ekipman gereksinimleri (dönme hızı, içeren sistem)
İnce tozlar için daha yüksek maliyet
Uygulama:
Titanyum ve yüksek sıcaklık alaşımları gibi küresel alaşım tozlarının üretimine en uygun olanıdır. Daha büyük tane boyutları sıklıkla Laser Engineered Net Shaping (LENS) veya Directed Energy Deposition (DED) süreçlerinde kullanılır.
İlke:
Bir metal tel, yüksek sıcaklıkta bir plazma bölgesine beslenir. Tel, plazmanın kinetik enerjisiyle eritilir ya da buharlaştırılır ve mikro damlacıklara ayrıştırılır. Bu damlacıklar, soy gazla soğutulan bir bölmede aşağıya doğru inerken soğur ve ince tozlara dönüşür.
Ana Özellikler:
Ultra ince toz yüksek verim (<45 μm)
Yaklaşık hiç boşluklu tanecik ya da gaz hapsi yoktur
Yüksek erime sıcaklığına sahip alaşımlar için uygundur
Sınırlamalar:
Tel şeklinde ham madde gerektirir, bu da alaşım çeşitliliğini sınırlar
Tel işleme nedeniyle daha yüksek üretim maliyeti
Bazı uydu tozlarının varlığı
Uygulama:
Yüksek saflıkta ve ince taneli tozlara ihtiyaç duyulan eklemeli imalat uygulamaları için idealdir. Seçici lazer ergitme (SLM) ve elektron ışını ergitme (EBM) süreçlerinde kullanılan titanyum alaşımları için uygundur.
Türleri:
VIGA (Vakum İndüksiyonlu Gaz Atomizasyonu)
Krizemizi vakum altında eritmek için kullanır. Ergimiş akış, yüksek basınçlı asal gaz jetleriyle damlacıklara ayrılır.
EIGA (Elektrot Endüksiyonla Eritme Asal Gaz Atomizasyonu)
Endüksiyon bobinleri kullanarak dönen metal elektrodu eritir, krizemiz ihtiyacını ortadan kaldırır ve kontaminasyon riskini azaltır.
Ana Özellikler:
Yüksek Verimlilik ve Maliyet Etkinliği
Geniş alaşım uyumluluğu (çelik, nikel, kobalt, alüminyum, bakır)
Kontrol edilebilir partikül boyutu
Sınırlamalar:
Plazma tabanlı yöntemlerden daha düşük küresellik
Daha fazla uydu ve boşluklu toz içeriği
Hava tutulması nedeniyle EBM veya Isısal İzostatik Presleme (HIP) için daha az uygundur
Uygulama:
SLM ve DED süreçleri için toz üretimi amacıyla yaygın olarak kullanılır. Ultrasonik ve tabakalı akışlı gaz atomizasyonu gibi sürekli iyileştirmeler, AM için toz kalitesini artırmıştır.
İlke:
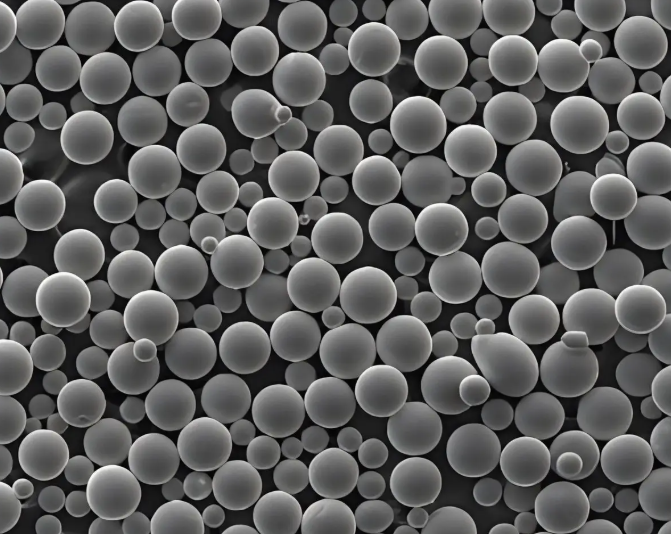
Düzensiz metal tozları radyo frekanslı (RF) plazma torcu içine beslenir. Parçacıklar ergime noktasına yakın veya üzerinde ısıtılır ve ardından hızla soğutulur; yüzey gerilimi altında küresel parçacıklar oluşturur.
Ana Özellikler:
Yüksek küresellik ve pürüzsüz yüzeyler
İyi akışkanlık
Eriyik metaller için uygun (tantal, tungsten, niobyum, molibden)
Sınırlamalar:
Uzun ısıtma döngüleri
Artan yüzey alanı nedeniyle yüksek oksijen içeriği
Erimiş halde iken uçucu alaşım elementlerinin kaybı
Uygulama:
Esas olarak düzensiz şekilli tozların küresel hale dönüştürülmesi için kullanılır. Kullanılmış veya geri kazanılmış tozların tekrar kazanımı açısından da değerlidir.
| Yötem | Parçacık Şekli | Toz boyutu | İnce Toz Verimi (<45 μm) | Maliyet | Notlar |
|---|---|---|---|---|---|
| Hazırlık | Çok küresel | Orta ila kaba | Bu | Yüksek | Temiz, büyük küresel tozlar için idealdir |
| PA | Neredeyse küresel | Ince | Çok yüksek | Yüksek | En iyi ultra ince tozlar için |
| GA | Küresel | Geniş spektrum | Yüksek | Bu | Sanayide yaygın olarak benimsenmiş |
| PS | Küresel (düzensizden) | Değişken | Ham maddeye bağlı | Orta | Toz geri kazanımı veya rafinasyonu için kullanılır |
Küresel olarak, additif imalat teknolojileri malzemeler, ekipman ve uygulamalar alanlarında hızla ilerlemektedir. Mevcut odak noktası sıklıkla baskı sürecinin kendisi üzerine olmakla birlikte, metal tozlarının yukarı akımındaki gelişimi — özellikle alaşım tasarımı, üretim ekipmanları ve düşük maliyetli küreselleştirme teknolojileri — kritik bir alan olarak öne çıkmakta ve yeterince gelişmemiş kalmaktadır.
Sağlam ve bağımsız bir AM ekosistemi için, toz üretim altyapısına, süreç inovasyonlarına ve malzeme araştırmalarına daha fazla dikkat edilmelidir. Bu alanlarda yeteneklerin geliştirilmesi, yüksek performanslı, maliyet etkili ve ölçeklenebilir metal 3D baskı çözümlerinin hayata geçirilmesi açısından hayati öneme sahiptir.
