 EN
EN
 AR
AR CS
CS NL
NL FR
FR DE
DE IT
IT JA
JA KO
KO PL
PL PT
PT RU
RU ES
ES UK
UK TH
TH TR
TR- Домашняя страница
- Продукция
- О нас
- Видео
- Применение
- Новости
- Центр Поддержки
- Связаться С Нами

I. Выявление проблемы: противоречие между потребностями в стойкости к износу и коррозии и традиционными технологиями. В таких областях, как аэрокосмическая и нефтехимическая промышленность, коррозия и износ составляют 80 % всех отказов компонентов, что приводит к простою оборудования...
Свяжитесь с нами
В таких областях, как аэрокосмическая и нефтехимическая промышленность, коррозия и износ составляют 80 % всех отказов компонентов, что приводит к простою оборудования и увеличению расходов. Традиционные технологии защиты имеют очевидные ограничения: гальваническое хромирование загрязняет окружающую среду; напылённые покрытия обладают низкой прочностью сцепления; осаждение из паровой фазы малоэффективно; традиционная лазерная наплавка легко вызывает деформацию компонентов. Поэтому зелёный и эффективный способ получения высокостойких к износу и коррозии защитных покрытий стал насущной задачей, требующей решения в отрасли.
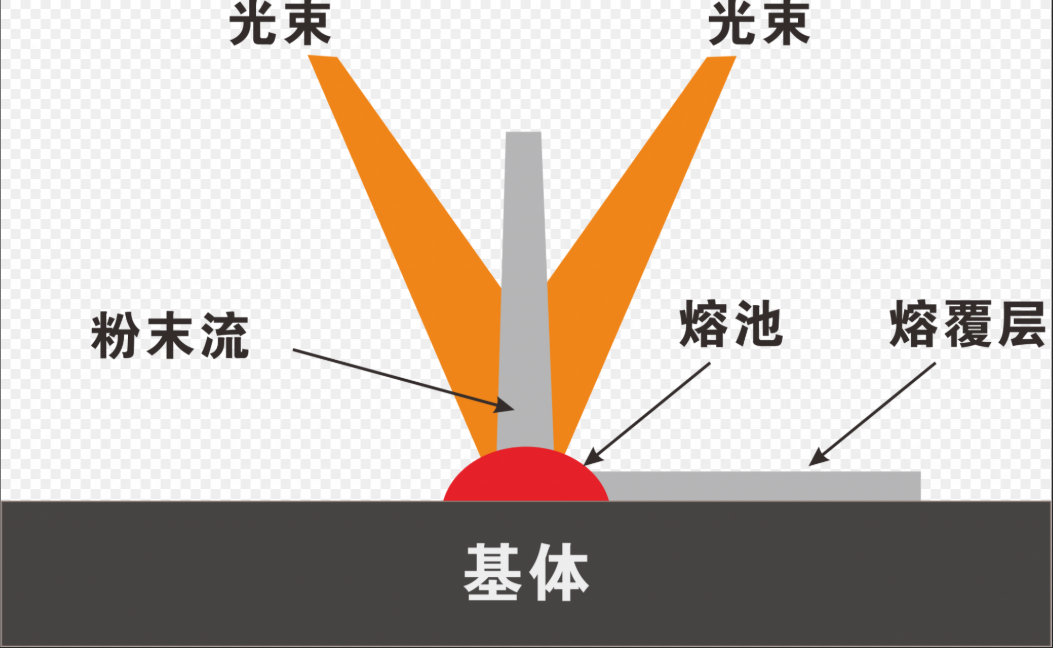
Технология сверхвысокоскоростного лазерного наплавления (EHLA) оптимизирована по сравнению с традиционным лазерным наплавлением,
обеспечивая эффективное распределение энергии за счёт регулирования положения взаимодействия лазера, порошка и подложки. Фокусная точка лазера и потока порошка находится выше подложки, поэтому порошок плавится до достижения подложки. В сочетании с коаксиальной подачей порошка скорость наплавления достигает 500 м/мин, что в 10 раз эффективнее по сравнению с традиционной технологией.
Что касается распределения энергии, 80% лазерной энергии используется для плавления порошка и только 20% — для нагрева подложки, что обеспечивает три преимущества: степень разбавления покрытия составляет менее 4%; низкий тепловклад в подложку предотвращает деформацию; скорость охлаждения 1,08×10⁵ К/с способствует измельчению зёрен (размер дендритов в железосодержащих покрытиях составляет всего 0,9 мкм). Кроме того, шероховатость покрытия (Ra) менее 10 мкм, а доля дефектов низкая. Что касается оборудования, компании Германии — ACunity и TRUMPF, а также китайские компании Xi’an Zhongke Zhongmei и Университет Цзяотон в Сиане — достигли прорыва, заложив основу для индустриализации.
Применение EHLA основано на адаптивных покрытиях, которые делятся на традиционные сплавы и новые материалы:
Среди традиционных сплавов на основе железа совместимы со стальными основами и используются в горнодобывающем и нефтегазовом оборудовании (например, покрытия гидравлических стоек Shandong Energy); кобальтовые сплавы обладают высокой термостойкостью и применяются в литейных валках и лопатках турбин; никелевые сплавы устойчивы к коррозии при высоких температурах, подходят для труб биомассовых котлов.
Покрытия из новых материалов расширяют границы применения: аморфные покрытия на железной основе (содержание аморфной фазы 96 %) используются в прецизионных механизмах; покрытия из высокоплотных сплавов (например, FeCoNiCrMn) без трещин применяются в авиадвигателях; композитные покрытия (например, с упрочнением карбидом вольфрама) сочетают в себе прочность и твердость, используются в горнодобывающем оборудовании; керамические покрытия ZrB₂-SiC подходят для высокотемпературных подшипников.
EHLA необходимо преодолеть два узких места: во-первых, создать систему стандартизации, разработать специальные покрытия, а также создать базы данных процессов и стандарты качества; во-вторых, интегрировать вспомогательные технологии, внедрить ультразвуковые/электромагнитные поля для регулирования расплавленных ванн, развивать технологии послепроцессорной обработки и создавать системы визуального контроля на основе искусственного интеллекта для повышения уровня автоматизации.
Снижение стоимости оборудования позволит EHLA проникнуть на предприятия малого и среднего звена, заменить традиционные процессы, стать основной технологией поверхностной инженерии, обеспечить экологичные и эффективные решения для защиты промышленных компонентов и способствовать высококачественному развитию производственной отрасли.