 EN
EN
 AR
AR CS
CS NL
NL FR
FR DE
DE IT
IT JA
JA KO
KO PL
PL PT
PT RU
RU ES
ES UK
UK TH
TH TR
TR- Домашняя страница
- Продукция
- О нас
- Видео
- Применение
- Новости
- Центр Поддержки
- Связаться С Нами

Металлический порошок является одним из самых важных компонентов в индустрии аддитивного производства (AM), являясь основой для металлических деталей, создаваемых с помощью 3D-печати. На Всемирной конференции по технологии 3D-печати 2013 года эксперты дали определение металлическому порошку для 3D-печати...
Свяжитесь с нами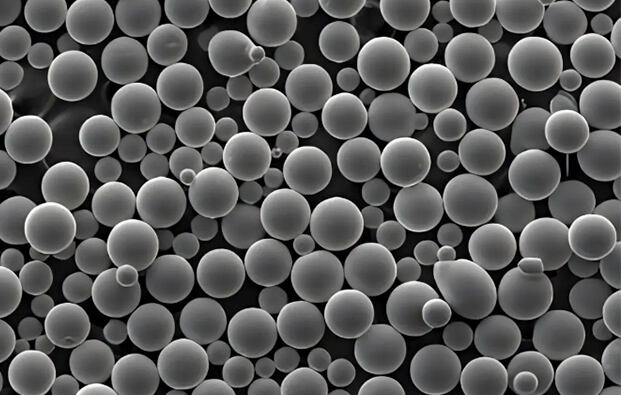
Металлический порошок является одним из самых важных компонентов в индустрии аддитивного производства аддитивное производство (AM), являясь основой для металлических деталей, созданных методом 3D-печати. На Всемирной конференции по индустрии технологий 3D-печати 2013 года эксперты определили 3D-печать металлический порошок как совокупность металлических частиц диаметром менее 1 мм, включая чистые металлы, сплавы, а также тугоплавкие соединения с металлическими свойствами.
В настоящее время доступные металлические порошки для 3D-печать включают сплавы кобальта и хрома, нержавеющую сталь, инструментальные стали, бронзовые сплавы, титановые сплавы и никелевые алюминиевые сплавы. Чтобы соответствовать строгим требованиям процессов аддитивного производства, металлические порошки должны обладать следующими характеристиками:
Мелкая частица
Узкое распределение по размеру частиц
Высокая сферичность
Отличная текучесть
Высокая насыпная и объемная плотность
В зависимости от предполагаемого применения и последующего формовочного процесса используются различные методы производства порошка. Они делятся на две широкие категории:
Физико-химические методы
Механические методы
В порошковой металлургии электролиз , уменьшение , и атомизация распространены, хотя не все они подходят для производства порошков сплавов. В аддитивном производстве основное внимание уделяется титановые сплавы , сверхсплавы , кобальт-хромовые , высокопрочные стали , и инструментальные стали . Для соблюдения стандартов эксплуатационных характеристик порошки должны обеспечивать:
Низкое содержание кислорода и азота
Высокая сферичность
Узкий диапазон размеров частиц
Высокая насыпная плотность
В настоящее время четыре самых распространенных метода производства сферических металлических порошков для аддитивного производства включают:
Плазменный процесс с вращающимся электродом (PREP)
Плазменное распыление (PA)
Газовое распыление (GA)
Плазменная сфероидизация (PS)
Принцип:
Металлические стержни (электроды) вращаются на высокой скорости, а их конец плавится плазменной дугой. Расплавленный материал отбрасывается центробежной силой, образуя мелкие капли, которые затвердевают в почти сферические порошки в условиях инертного газа.
Основные характеристики:
Производит чистый, высоко сферический порошок
Отличная сыпучесть и качество поверхности
Узкое распределение частиц по размеру
Ограничения:
Низкий выход мелких порошков (<45 мкм)
Высокие требования к оборудованию (частота вращения, удержание)
Более высокая стоимость мелких порошков
Область применения:
Наиболее подходящий метод для производства сферических порошков сплавов, таких как титановые и жаропрочные сплавы. Порошки с более крупными частицами часто используются в процессах лазерного синтеза (LENS) или направленанного нанесения энергии (DED).
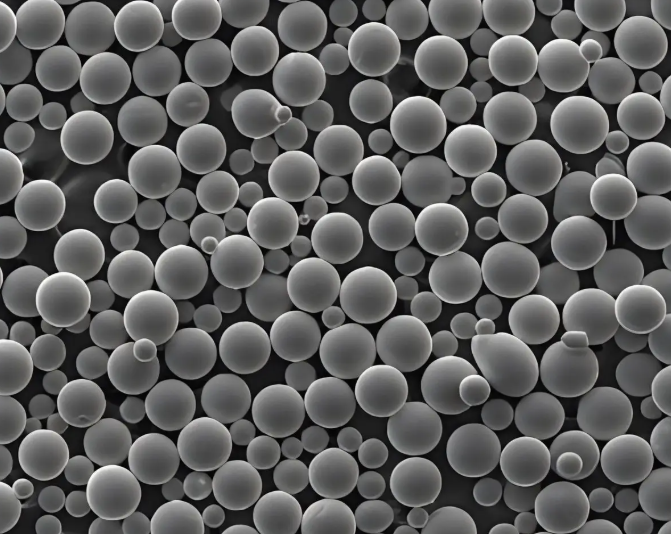
Принцип:
Металлическая проволока подается в зону высокотемпературной плазмы, где она расплавляется или испаряется, а кинетической энергией плазмы разбивается на микроскопические капли. Эти капли охлаждаются и затвердевают в мелкий порошок при падении через камеру с инертным газом.
Основные характеристики:
Высокий выход сверхмелкого порошка (<45 мкм)
Минимальное количество полых частиц и попадания газа внутрь частиц
Отлично подходит для сплавов с высокой температурой плавления
Ограничения:
Требуется проволочный исходный материал, что ограничивает гибкость в выборе сплавов
Более высокие затраты на производство из-за обработки проволоки
Наличие некоторого спутникового порошка
Область применения:
Идеально подходит для применений в аддитивном производстве, требующих высокочистые мелкозернистые порошки. Хорошо подходит для титановых сплавов, используемых в селективном лазерном плавлении (SLM) и плавлении электронным лучом (EBM).
Типы:
VIGA (вакуумная индукционная газовая атомизация)
Использует тигель для плавки металла в вакууме. Поток расплава разбивается на капли с помощью струй инертного газа под высоким давлением.
EIGA (электродная индукционная атомизация инертным газом)
Плавит вращающийся металлический электрод с помощью индукционных катушек, исключая необходимость использования тигля и снижая риск загрязнения.
Основные характеристики:
Высокая эффективность и экономичность
Широкая совместимость сплавов (сталь, никель, кобальт, алюминий, медь)
Контролируемый размер частиц
Ограничения:
Сферичность ниже, чем у методов на основе плазмы
Более высокое содержание спутниковых и полых частиц
Захват воздуха делает его менее подходящим для электронно-лучевой плавки или горячего изостатического прессования (ГИП)
Область применения:
Широко используется для производства порошков для процессов SLM и DED. Постоянные улучшения, такие как ультразвуковая и ламинарная газовая атомизация, повысили качество порошков для аддитивного производства.
Принцип:
Неправильные металлические порошки подаются в плазменную горелку с радиочастотой (RF). Частицы нагреваются до температуры, близкой к их температуре плавления или выше, а затем быстро охлаждаются, образуя сферические частицы под действием поверхностного натяжения.
Основные характеристики:
Высокая сферичность и гладкие поверхности
Хорошая сыпучесть
Подходит для тугоплавких металлов (тантал, вольфрам, ниобий, молибден)
Ограничения:
Длительные циклы нагрева
Повышенное содержание кислорода из-за увеличенной площади поверхности
Потеря летучих легирующих элементов во время плавки
Область применения:
В первую очередь используется для переработки несферических порошков в сферические. Также ценна для восстановления использованных или переработанных порошков
| Метод | Форма частиц | Размер частиц | Выход тонкого порошка (<45 мкм) | Стоимость | Примечания |
|---|---|---|---|---|---|
| Подготовка | Высокая сферичность | Средний и крупный | В низком | Высокий | Идеален для чистых, крупных сферических порошков |
| PA | Близкая к сферической | Тонкий | Очень высокий | Высокий | Лучше всего подходит для ультратонких порошков |
| GA | Сферный | Широкий диапазон | Высокий | В низком | Широко применяется в промышленности |
| PS | Сферические (из неправильных) | Переменная | Зависит от исходного материала | Средний | Используется для повторного использования или очистки порошка |
По всему миру технологии аддитивного производства быстро развиваются в области материалов, оборудования и применения. Хотя в настоящее время основное внимание часто уделяется самому процессу печати, разработка металлических порошков на стадии upstream — в частности, проектирование сплавов, производственное оборудование и технологии сфероидизации с низкой стоимостью — остается важной, но недостаточно развитой областью.
Для поддержки надежной и независимой экосистемы аддитивного производства необходимо уделять больше внимания инфраструктуре производства порошков, инновациям в процессах и исследованиям материалов. Создание возможностей в этих областях является ключевым для разработки высокопроизводительных, экономически эффективных и масштабируемых решений для 3D-печати металлов.