Soldador por Pontos vs. Soldador a Laser: O Guia Definitivo para Seleção na Oficina — Sem Arrependimentos Após a Leitura!
Na produção em oficina, escolher o equipamento de soldagem adequado determina diretamente a produtividade, a qualidade do produto e a competitividade empresarial. Como duas tecnologias centrais de soldagem, os soldadores por pontos e os soldadores a laser diferem significativamente nos cenários de aplicação...
Na produção em oficina, escolher o equipamento de soldagem adequado determina diretamente a produtividade, a qualidade do produto e a competitividade empresarial. Como duas tecnologias centrais de soldagem, as soldadoras por pontos e as soldadoras a laser diferem significativamente nos cenários de aplicação, desempenho e investimento em custos. A escolha correta pode dobrar a eficiência da produção e elevar a qualidade, enquanto a escolha errada pode limitar a capacidade e gerar custos adicionais. Muitos proprietários de oficinas enfrentam essa dúvida: qual equipamento é mais adequado às suas necessidades? Este artigo analisa os prós e contras de ambas as tecnologias, partindo das diferenças fundamentais, princípios de funcionamento, comparações detalhadas até as decisões de seleção, ajudando-o a identificar com precisão a solução de soldagem ideal para sua oficina.
I. Diferenças Fundamentais à Primeira Vista: Principais Distinções em Uma Tabela
Dimensão de Comparação
Aparelho de Solda a Ponto
Soldadora a laser
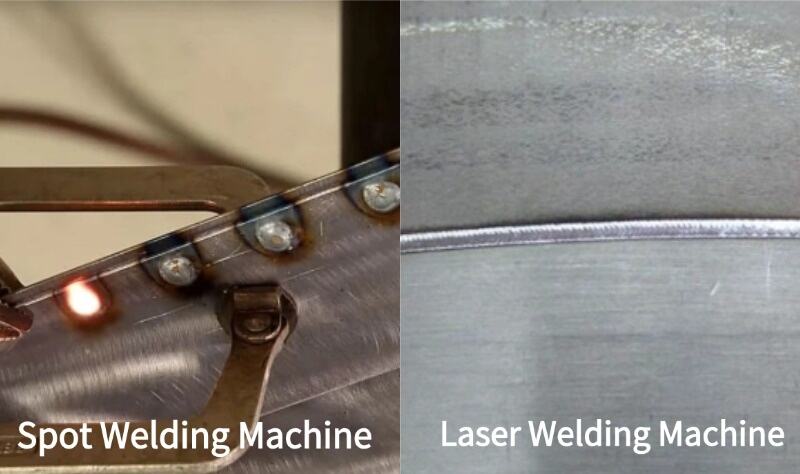
Efeito da Soldagem
Forma soldas por pontos com rebaixamentos na superfície e deformação aparente
Junta soldada contínua com superfícies lisas e esteticamente agradáveis, além de mínima deformação térmica
Compatibilidade dos materiais
Principalmente adequado para chapas de aço; difícil de manusear materiais como ligas de alumínio
Ampla aplicabilidade — pode soldar aço, alumínio, cobre, metais dissimilares, etc.
Eficiência de produção
Soldagem rápida em único ponto, baixa eficiência em soldagens múltiplas ou longas e automação complexa
Soldagem contínua de alta velocidade, fácil integração com automação e grande flexibilidade
Custo Total
Preço inicial de aquisição baixo, mas custos elevados com consumíveis (eletrodos de cobre) e manutenção; exige soldadores qualificados
A partir de 2.500 USD para modelos de entrada, sem consumíveis, livre de manutenção e fácil de operar para iniciantes
Cenários de Aplicação
Produção padronizada em massa e processamento básico com orçamentos apertados
Fabricação de produtos de precisão, buscando competitividade de longo prazo e adaptação a múltiplos cenários
II. Análise do Princípio de Funcionamento: Lógica Central das Duas Tecnologias
1. Soldador por Pontos: "Conexão Pontual" por meio de calor de resistência
A soldadora por pontos opera com base no efeito de aquecimento por resistência: eletrodos de cobre prendem folhas metálicas sobrepostas, seguidos por pulsos de corrente de alta intensidade. A corrente gera calor concentrado nos pontos de contato entre os metais, fundindo instantaneamente o metal para formar um "ponto de solda". Todo o processo dura apenas milissegundos e segue um ciclo de quatro etapas — compressão, soldagem, retenção e liberação — para garantir uma conexão firme sob pressão. Essa tecnologia baseia-se no "aquecimento por contato pontual", tornando-a adequada para cenários simples de emenda por sobreposição.
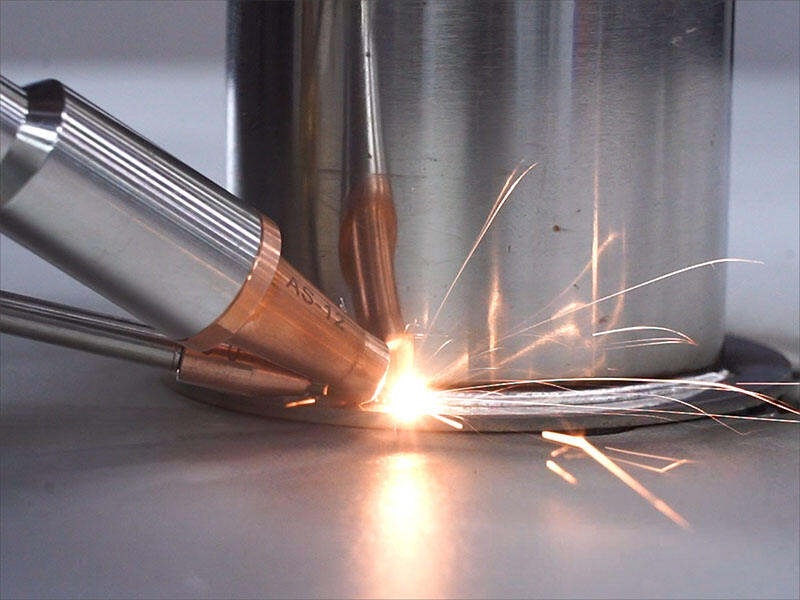
2. Soldadora a Laser: "Fusão precisa" com feixes de laser focalizados
As soldadoras a laser funcionam com uma lógica totalmente diferente: utilizam um feixe de laser altamente concentrado como fonte de calor, irradiando com precisão a junta da peça para fundir e unir os materiais. Trata-se de um processo sem contato físico, o que permite um controle preciso da entrada de calor, sustentando duas tecnologias fundamentais: soldagem por furo (keyhole welding), para penetração profunda, e soldagem por condução (conduction welding), para superfícies lisas. Essa característica de "controle preciso de energia" torna-a mais vantajosa em cenários de soldagem complexos.
III. Comparação detalhada: 5 dimensões para avaliar prós e contras
1. Qualidade e resistência da soldagem: uma disputa entre estética e estabilidade
Soldadora por pontos: a qualidade da soldagem depende inteiramente da formação dos pontos de fusão (nuggets). A pressão exercida pelos eletrodos deixa indentações evidentes na superfície da peça. Além disso, a zona afetada pelo calor (ZAC) ao redor de cada ponto é relativamente ampla, podendo causar deformação térmica significativa nos materiais adjacentes, afetando o plano da peça e sua precisão dimensional;
Soldador a laser: Produz juntas de solda contínuas e uniformes que não são apenas esteticamente agradáveis e lisas, mas também estruturalmente resistentes. Ao concentrar a energia em um ponto microscópico, alcança uma elevada relação profundidade/largura para penetração profunda, minimizando ao mesmo tempo a entrada de calor. Isso resulta em excelente resistência da junta, resistência à fadiga e desempenho de vedação, tornando-o ideal para aplicações que exigem estanqueidade ou resistência a cargas dinâmicas.
2. Capacidade de Processamento: A "Largura" e a "Estreiteza" da Adaptabilidade ao Material
Soldador por pontos: A aplicabilidade é fundamentalmente limitada pela condutividade do material. Funciona melhor na união por sobreposição de chapas condutoras, como aço de baixo carbono e aço inoxidável. Para materiais com alta condutividade térmica e fácil oxidação superficial (por exemplo, ligas de alumínio), são necessários equipamentos especializados caros e tratamentos superficiais, e os resultados da soldagem podem ainda assim ser instáveis;
Soldador a laser: Possui excelente compatibilidade com materiais. Independente da condutividade, pode soldar diversos metais, como aço, alumínio, cobre e titânio, além de combinações de metais dissimilares, como alumínio-aço e cobre-latifúndio. Seja para soldar folhas ultrafinas (sem perfuração), alcançar alta penetração em chapas espessas ou processar ligas reflexivas ou especiais — desafios para a maioria dos demais métodos de soldagem — ele opera com total facilidade.
3. Eficiência na Produção: Velocidade na Era da Automação
Soldador por pontos: Embora a soldagem individual por pontos seja rápida, a eficiência cai acentuadamente na soldagem múltipla por pontos ou em soldas longas. Cada ponto exige o posicionamento separado dos eletrodos, tornando o processo sequencial e limitando a produtividade global. A automação de peças complexas exige múltiplas pistolas de soldagem trabalhando em coordenação, aumentando a complexidade e o custo do sistema;
Soldador a Laser: Sinônimo de soldagem contínua de alta velocidade, o feixe sem contato pode se deslocar ao longo das juntas a velocidades de vários metros por minuto. Seu maior diferencial na manufatura moderna é a integração perfeita com robôs — uma única unidade robótica a laser pode facilmente realizar soldas longas e soldagem de contornos 3D complexos. Ele adapta-se a múltiplas variantes de peças sem necessidade de troca de moldes, permitindo uma automação verdadeiramente flexível e sem supervisão humana (lights-out) para produção com alta variedade e baixo volume.
4. Investimento de Custo: Economia de Curto Prazo versus Valor de Longo Prazo
Soldador por Pontos: Seu maior atrativo é o baixo preço inicial de aquisição, mas o custo total de propriedade é elevado. Consumíveis como eletrodos de cobre exigem substituição frequente; a manutenção regular dos braços robóticos e transformadores é cara; e o consumo energético é alto. Além disso, normalmente exige soldadores qualificados para ajustar os parâmetros e garantir a qualidade, aumentando os custos com mão de obra e a dependência de expertise profissional;
Soldador a Laser: Rompe a percepção tradicional de "alto investimento" — soldadores a laser de fibra avançados começam em apenas US$ 2.500. Os custos operacionais são ainda mais vantajosos: a fonte a laser de fibra possui uma vida útil de até 100.000 horas, sem consumíveis e com operação isenta de manutenção. Crucialmente, é extremamente fácil de aprender — iniciantes conseguem dominar as operações básicas em 5–10 minutos, eliminando a necessidade de contratar soldadores profissionais especializados e caros.
5. Adaptabilidade ao Ambiente da Oficina: Requisitos para o Ambiente e a Infraestrutura
Soldador por Pontos: Exige infraestrutura elevada na oficina, necessitando de um sistema de alimentação elétrica de grande capacidade para fornecer pulsos de alta corrente. O processo de soldagem gera ruído significativo, respingos fundidos e fumos, exigindo barreiras de proteção para operadores e equipamentos, resultando em um ambiente de oficina relativamente severo;
Soldador a Laser: A segurança é primordial, com máquinas modernas dotadas de um projeto de segurança a laser totalmente fechado da Classe 1. Podem ser operadas com segurança em oficinas abertas, sem necessidade de proteção adicional, e observadores não requerem medidas especiais. A geração de fumaça é muito menor do que nos processos de soldagem por arco, e apenas uma tomada de energia padrão é necessária — sem necessidade de fonte de alimentação industrial pesada — tornando-o mais adequado ao ambiente da oficina.
IV. Decisão de Seleção: Adeque à Suas Necessidades
Quando Escolher um Soldador por Pontos?
Requisito Principal: Produção em massa de componentes simples em chapas metálicas (por exemplo, painéis automotivos, armários), com o menor investimento inicial;
Limitação de Material: Processamento exclusivo de materiais altamente condutivos, como aço de baixo teor de carbono, e projetos de produtos que exigem apenas conexões sobrepostas por pontos;
Situação Orçamentária: Orçamento apertado no curto prazo, sem necessidade imediata de capacidades de processamento complexas.
Quando um Soldador a Laser é Indispensável?
Requisito de Qualidade: Produzir produtos de precisão (por exemplo, eletrônicos de consumo, dispositivos médicos) com exigências rigorosas quanto à precisão e à aparência das soldas;
Cenários de Processamento: Envolver múltiplos materiais (alumínio, cobre, aço inoxidável), metais dissimilares, materiais ultrafinos ou exigir soldas estanques;
Necessidade de Flexibilidade: Adaptar-se rapidamente a alterações de projeto, à produção em pequenos lotes e a geometrias complexas de soldagem, sem ajustes frequentes do equipamento;
Planejamento de Longo Prazo: Focar na redução do custo total de propriedade, na eliminação da dependência de soldadores qualificados e na busca por uma máquina versátil capaz de executar tarefas que vão desde soldagem por pontos simples até soldagens contínuas complexas e soldagem de contornos 3D, adaptando-se à expansão futura do negócio.
 EN
EN
 AR
AR CS
CS NL
NL FR
FR DE
DE IT
IT JA
JA KO
KO PL
PL PT
PT RU
RU ES
ES UK
UK TH
TH TR
TR