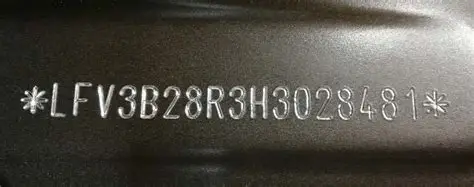
Na fabricação automotiva, o VIN (Número de Identificação do Veículo) serve como o "cartão de identidade" do veículo, desempenhando funções essenciais, como rastreabilidade do veículo, controle de qualidade e prevenção de falsificações. De acordo com as normas nacionais, o VIN deve ser gravado em componentes estruturais-chave da carroceria em branco, atendendo aos requisitos de altura mínima dos caracteres de 7 mm, profundidade mínima de 0,3 mm, clareza, durabilidade e não substituibilidade. Os processos tradicionais de marcação mecânica apresentam baixa eficiência, alto nível de ruído e adaptabilidade limitada.
Marcação a Laser , com suas vantagens de processamento sem contato, alta precisão e elevada estabilidade, tornou-se a tecnologia predominante para gravação de VIN em carrocerias em branco de veículos automotivos, fornecendo suporte fundamental à produção eficiente e à rastreabilidade precisa na indústria automotiva.
Marcação a Laser: O "Gravador sem Contato" para Códigos VIN Automotivos
Marcação a Laser é uma tecnologia que utiliza feixes de laser de alta energia para irradiar localmente superfícies metálicas, evaporando os materiais da superfície para expor camadas subjacentes ou desencadear alterações químicas de cor, formando marcas permanentes. Ao contrário dos métodos mecânicos de marcação, como gravação pneumática, matriz de pontos e relevo, a marcação a laser é um processo sem contato, que não exige contato direto entre a ponta de marcação e a chapa metálica da carroceria. Isso evita danos estruturais à carroceria do veículo causados por forças mecânicas e permite adaptar-se a diversos materiais de componentes da carroceria — seja aço carbono comum ou aço conformado a quente com resistência ao escoamento superior a 1300 MPa, a marcação a laser consegue atingir de forma estável a profundidade exigida e caracteres nítidos.
Nas linhas de produção de carrocerias brancas automotivas, os equipamentos de marcação a laser normalmente consistem em um gerador a laser, um expansor de feixe (configurado conforme necessário) e um sistema galvanométrico. Em conjunto com sistemas de controle automatizados, eles conseguem se adaptar rapidamente às necessidades produtivas de diversos modelos de veículos e posições de marcação. O processo de marcação não gera ruído mecânico, realizando a gravação exclusivamente por meio de varredura de feixe a laser em alta velocidade. Ele não apenas atende aos requisitos de alta eficiência das linhas de produção de soldagem, mas também garante a consistência e a estética dos códigos VIN, resolvendo o problema crítico da marcação mecânica tradicional, que tem dificuldade em equilibrar velocidade e qualidade.
Diferenças Técnicas Principais: Escolha entre Galvanômetros com Foco Frontal e com Foco Traseiro
A eficácia da marcação a laser para a gravação de números de identificação de veículo (VIN) depende criticamente do método de focalização do sistema galvanométrico, dividido principalmente em tipos galvanométricos com foco frontal e com foco traseiro, cada um com vantagens distintas e adequado a diferentes cenários produtivos.
Os sistemas galvanométricos com foco frontal utilizam um dispositivo dinâmico de focalização de longa distância focal para focalizar o feixe laser antes de este entrar nos galvanômetros XY. Isso garante uma distância constante entre todos os pontos do plano da peça trabalhada e a lente de focalização, com todos os pontos de luz focalizados aterrissando com precisão no mesmo plano. O efeito de marcação é ótimo, com caracteres nítidos e profundidade uniforme, atendendo plenamente aos rigorosos padrões exigidos para códigos VIN. Em contraste, os sistemas galvanométricos com foco traseiro focalizam o feixe laser através de uma lente após ser varrido pelos galvanômetros. Esse método apresenta software de controle simples, baixo custo e alta velocidade de marcação, mas, devido à distância fixa entre a lente e a peça trabalhada, o tamanho do ponto varia ao longo do plano de varredura — menor no centro e maior nas bordas — podendo causar distorção em forma de almofada ou em barril. É adequado para cenários que exigem uma precisão de marcação ligeiramente inferior. Na produção de carrocerias brancas automotivas, os sistemas galvanométricos com foco frontal são preferidos pelas principais montadoras, graças às suas vantagens em precisão.
Vantagens do Processo: Por Que É a Primeira Escolha para a Indústria Automotiva
A marcação a laser destaca-se na gravação de VINs automotivos devido a múltiplas vantagens que a tornam adequada à produção industrial. Em primeiro lugar, oferece ampla adaptabilidade, processando tanto aço carbono comum quanto aço termoformado de alta dureza — ao passo que a marcação mecânica frequentemente enfrenta dificuldades, como profundidade insuficiente da gravação e desgaste prematuro da ponta ao processar aços de alta resistência. Em segundo lugar, equilibra eficiência e qualidade: ao otimizar a potência do laser (normalmente entre 150 W e 200 W) e os parâmetros de marcação, um VIN de 19 dígitos pode ser gravado em 30 a 60 segundos. Para melhorar ainda mais a qualidade estética, a varredura de alta velocidade em múltiplas passagens pode aprimorar ainda mais a nitidez dos caracteres e evitar resíduos de escória. Em terceiro lugar, garante elevada estabilidade: a marcação a laser não possui peças mecânicas sujeitas a desgaste, resultando em baixos custos de manutenção e sendo adequada para operação contínua de longo prazo nas linhas de produção automotiva. Além disso, o processo sem contato reduz o risco de danos secundários, assegurando a integridade da estrutura da carroceria do veículo.
Além disso, a marcação a laser oferece flexibilidade excepcional. Por meio da programação de software, é possível alternar rapidamente os esquemas de marcação de VIN para diferentes modelos de veículos, sem a necessidade de alterar moldes ou dispositivos de fixação, reduzindo significativamente o tempo de troca na linha de produção e atendendo perfeitamente às necessidades de produção mista da moderna indústria automotiva.
Considerações de Aplicação: Equilíbrio entre Segurança e Eficiência
Apesar de suas vantagens significativas, a marcação a laser em aplicações automotivas na carroceria branca exige atenção a dois pontos fundamentais. Em primeiro lugar, proteção de segurança: durante a marcação, a ablação das películas de óleo sobre as chapas metálicas da carroceria e a evaporação do metal geram fumaça e poeira, enquanto a intensa radiação a laser pode prejudicar a visão dos operadores. Portanto, é necessário instalar sistemas completos de ventilação e exaustão, bem como equipamentos de proteção contra radiação luminosa, para garantir um ambiente de produção seguro. Em segundo lugar, otimização de parâmetros: existe uma certa relação inversa entre eficiência e qualidade da marcação a laser — reduzir a velocidade do feixe laser e o número de passagens de marcação melhora a eficiência, mas pode deixar resíduos (escória) nas bordas dos caracteres; já a varredura de alta velocidade em múltiplas passagens garante um acabamento estético, porém demanda mais tempo (aproximadamente 4 a 6 minutos). Na produção prática, é necessário encontrar um equilíbrio com base no ritmo da linha de montagem.
À medida que a indústria automotiva continua a elevar os requisitos de eficiência produtiva e precisão de rastreabilidade, a tecnologia de marcação a laser está evoluindo para velocidades mais elevadas, maior precisão e adaptabilidade mais inteligente. Ela não apenas atua como tecnologia central para a gravação de números de identificação de veículo (VIN), mas também desempenha um papel fundamental na marcação e rastreabilidade de componentes automotivos e peças eletrônicas, impulsionando a modernização inteligente da indústria de manufatura.
 EN
EN
 AR
AR CS
CS NL
NL FR
FR DE
DE IT
IT JA
JA KO
KO PL
PL PT
PT RU
RU ES
ES UK
UK TH
TH TR
TR