Soldagem a Laser de Fibra: Um Novo Padrão para Tecnologia de Junção Eficiente no Processamento de Aço Inoxidável
Em setores industriais como o processamento de aço inoxidável, equipamentos para energia nuclear e fabricação de automóveis, a soldagem é um processo fundamental que garante o desempenho de vedação e a resistência estrutural dos componentes. As tecnologias tradicionais de soldagem sofrem...
Em setores industriais como o processamento de aço inoxidável, equipamentos para energia nuclear e fabricação de automóveis, a soldagem é um processo fundamental que garante o desempenho de vedação e a resistência estrutural dos componentes. As tecnologias tradicionais de soldagem sofrem de problemas como penetração irregular da solda, elevada entrada de calor e baixa eficiência. Soldagem a Laser de Fibra com suas vantagens de soldas profundas, alta velocidade e alta automação, tornou-se a solução preferida para a soldagem de aço inoxidável. Como equipamento central para a soldagem a laser, o desempenho e a otimização dos parâmetros dos lasers de fibra determinam diretamente a qualidade da soldagem, impulsionando a tecnologia de soldagem a laser a se tornar uma das mais promissoras tecnologias avançadas de junção do século XXI.
Soldagem a Laser de Fibra: Uma "Ferramenta Eficiente" para o Processamento de Aço Inoxidável
A soldagem a laser de fibra é uma tecnologia de união que utiliza feixes de laser de alta energia emitidos por lasers de fibra para alcançar a conexão metálica por condução térmica ou penetração profunda. Em comparação com processos tradicionais, como soldagem a arco e soldagem por fricção, apresenta vantagens significativas: alta eficiência de conversão eletro-óptica, com baixa perda de energia; excelente qualidade do feixe, que, ao ser focalizado, fornece densidade de energia extremamente elevada, permitindo soldas com grandes relações profundidade/largura; baixa entrada de calor, o que reduz a deformação na soldagem e preserva o desempenho dos substratos de aço inoxidável; não exige ambiente sob vácuo; e alta velocidade de soldagem, adequada para produção em massa.
A soldagem a laser de fibra é dividida principalmente em dois modos: soldagem por condução térmica e soldagem por penetração profunda. A soldagem por condução térmica possui baixa densidade de potência (menor que 10⁴–10⁵ W/cm²), com penetração rasa e velocidade lenta, sendo adequada para a união de componentes finos de aço inoxidável. A soldagem por penetração profunda apresenta alta densidade de potência (maior que 10⁵–10⁷ W/cm²), na qual se forma um "orifício-chave" na superfície do metal, permitindo a transferência eficiente de calor através desse orifício. Caracteriza-se por alta velocidade de soldagem e grande penetração, adaptando-se perfeitamente às necessidades de soldagem de tubos e chapas de aço inoxidável de média e alta espessura. No processamento de aço inoxidável, a soldagem a laser de fibra pode evitar eficazmente defeitos como penetração incompleta e cordões de solda irregulares, típicos da soldagem convencional, garantindo assim o desempenho de vedação e a estabilidade estrutural dos componentes. É amplamente utilizada em áreas com requisitos rigorosos de qualidade de soldagem, como equipamentos nucleares e aeroespaciais.
Decodificando os Parâmetros Principais: O Impacto-Chave do Comprimento Focal e da Quantidade de Desfocagem
A qualidade da soldagem a laser de fibra depende principalmente do ajuste preciso de parâmetros como o comprimento focal e a quantidade de desfocagem. O comprimento focal é a distância entre o ponto focal do feixe laser e a lente, após a passagem pelo sistema de lentes focadoras, afetando diretamente o diâmetro do ponto focal e a densidade de energia — o diâmetro do ponto é proporcional ao comprimento focal. Um comprimento focal excessivamente longo dispersa a energia, impedindo a formação de uma penetração eficaz; um comprimento focal excessivamente curto concentra a energia em demasia, podendo causar queima do substrato. Antes da soldagem real, o ponto focal deve ser calibrado por métodos como a soldagem com varredura em bisel: mova a cabeça de soldagem a laser de uma posição mais baixa para uma mais alta, sendo a parte mais estreita da solda o ponto focal, onde a densidade de energia é máxima e o efeito de soldagem é ótimo.
Como valor de desvio da distância focal, a quantidade de desfocagem tem um impacto mais significativo na penetração da solda. A quantidade de desfocagem refere-se à distância de desvio entre o ponto focal e a superfície da peça durante a soldagem real, dividida em desfocagem positiva (ponto focal acima da peça) e desfocagem negativa (ponto focal abaixo da peça). Experimentos mostram que a desfocagem negativa é mais propensa a alcançar maior penetração. Quando a quantidade de desfocagem está na faixa de -4 mm a -2 mm, a penetração pode ultrapassar 2 mm, atendendo aos requisitos de soldagem de tubos de aço inoxidável com espessura de parede de 2,5 mm. Em contraste, quanto maior a distância de desfocagem positiva, menor será a penetração. Quando a quantidade de desfocagem positiva atinge 4 mm, a penetração é de apenas 1,15 mm, o que dificilmente atende aos requisitos de resistência da solda. Por exemplo, na soldagem de tubos de aço inoxidável, operar conforme a distância focal teórica indicada no manual do equipamento pode levar à penetração incompleta devido à quantidade real de desfocagem excessiva. É necessário otimizar os parâmetros de desfocagem negativa após determinar a distância focal por meio de calibração real, a fim de obter o efeito ideal de soldagem.
Cenários de Aplicação Industrial: Do Processamento de Aço Inoxidável à Cobertura em Múltiplos Campos
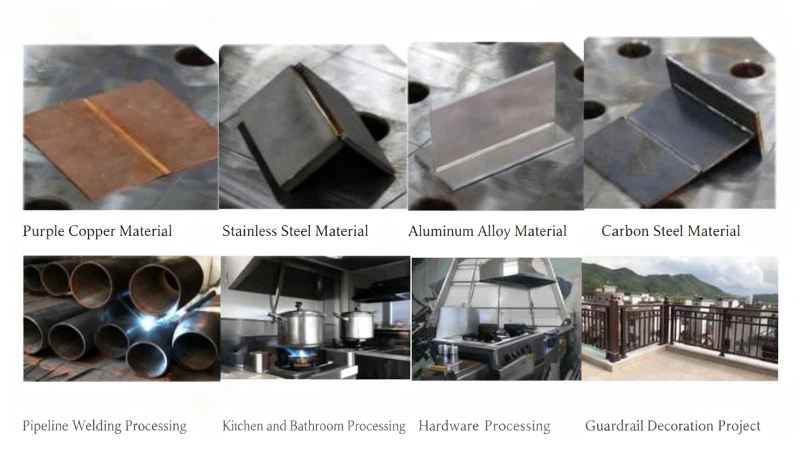
A soldagem a laser de fibra alcançou aplicações maduras em diversos setores industriais e tornou-se um elo fundamental para melhorar a qualidade dos produtos. No campo do processamento de aço inoxidável, pode ser utilizada para a soldagem de vedação de tubos e chapas. As soldas são planas e apresentam penetração uniforme, garantindo a confiabilidade dos componentes sob condições de trabalho complexas. No campo dos equipamentos de energia nuclear, em resposta às necessidades de soldagem de componentes de precisão, as características de baixa deformação e alta estanqueidade da soldagem a laser de fibra permitem atender rigorosos padrões de qualidade. Na fabricação de automóveis e na fabricação de veículos ferroviários, suas vantagens de alta eficiência e automação podem aumentar significativamente a produtividade e reduzir os custos de produção.
 EN
EN
 AR
AR CS
CS NL
NL FR
FR DE
DE IT
IT JA
JA KO
KO PL
PL PT
PT RU
RU ES
ES UK
UK TH
TH TR
TR