Spawarka punktowa vs. spawarka laserowa: Ostateczny przewodnik po wyborze sprzętu warsztatowego — żadnych żałobnych decyzji po przeczytaniu!
W produkcji warsztatowej wybór odpowiedniego sprzętu spawalniczego ma bezpośredni wpływ na wydajność, jakość wyrobów oraz konkurencyjność firmy. Jako dwie podstawowe technologie spawania spawarki punktowe i spawarki laserowe różnią się znacznie w zakresie zastosowań...
W produkcji warsztatowej wybór odpowiedniego sprzętu spawalniczego bezpośrednio wpływa na wydajność, jakość wyrobów oraz konkurencyjność firmy. Jako dwie podstawowe technologie spawania, spawarki punktowe i spawarki laserowe różnią się znacznie pod względem zastosowań, parametrów technicznych oraz inwestycji finansowych. Prawidłowy wybór może podwoić wydajność produkcyjną i poprawić jakość wyrobów, podczas gdy błędny wybór może ograniczyć moc produkcyjną i wiązać się z dodatkowymi kosztami. Wielu właścicieli warsztatów zastanawia się nad tym pytaniem: który sprzęt lepiej odpowiada ich potrzebom? W niniejszym artykule omawiamy zalety i wady obu rozwiązań – od podstawowych różnic i zasad działania, przez szczegółowe porównanie, po wskazówki dotyczące ostatecznej decyzji zakupowej – pomagając Państwu dokonać precyzyjnego wyboru optymalnego rozwiązania spawalniczego dla Państwa warsztatu.
I. Podstawowe różnice w jednym rzucie oka: kluczowe różnice w tabeli
Wymiar porównania
Spawarka punktowa
Spawarka laserowa
Efekt spawania
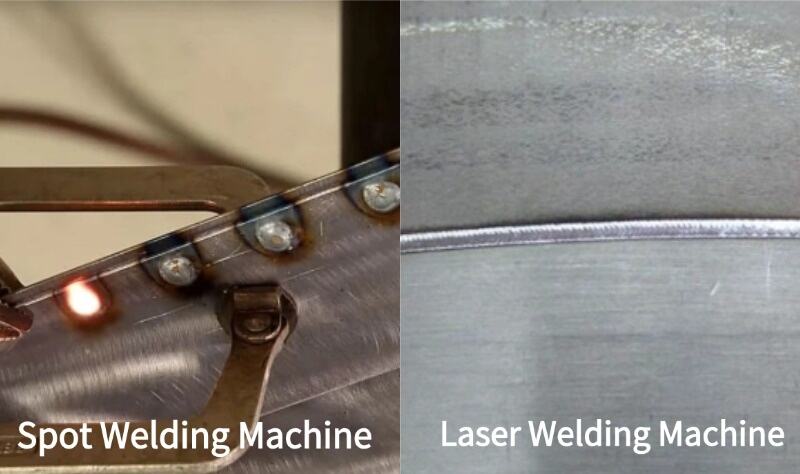
Tworzy spoiny punktowe z wgnieceniami na powierzchni i widoczną deformacją
Ciagłe szwy spawalnicze o gładkiej, estetycznej powierzchni i minimalnej deformacji cieplnej
Zastosowanie materiału
Głównie odpowiedni do blach stalowych; trudne w obsłudze materiały, takie jak stopy aluminium
Szeroka zakres zastosowań — umożliwia spawanie stali, aluminium, miedzi, metali niejednorodnych itp.
Efektywność produkcji
Szybkie spawanie pojedynczego punktu, niska wydajność przy wielopunktowym/spawaniu długim oraz złożona automatyzacja
Wysokoprędkościowe spawanie ciągłe, łatwa integracja z systemami automatyzacji oraz duża elastyczność
Koszt całkowity
Niski początkowy koszt zakupu, ale wysokie koszty eksploatacyjne (elektrody miedziane) i konserwacji; wymaga wykwalifikowanych spawaczy
Ceny startowe od 2500 USD dla modeli wejściowych, brak materiałów eksploatacyjnych, brak konieczności konserwacji oraz łatwa obsługa dla początkujących
Zastosowania
Masowa produkcja standardowa i podstawowa obróbka przy ścisłych ograniczeniach budżetowych
Produkcja precyzyjnych wyrobów, dążenie do długotrwałej konkurencyjności oraz adaptacji do wielu scenariuszy zastosowania
II. Analiza zasady działania: podstawowa logika obu technologii
1. Spawarka punktowa: „połączenie punktowe” za pomocą ciepła oporowego
Spawarka punktowa działa na zasadzie efektu ogrzewania oporowego: elektrody miedziane dociskają do siebie nakładające się arkusze metalowe, po czym przepuszczane są przez nie impulsy prądu o wysokiej intensywności. Prąd generuje skoncentrowane ciepło w punktach kontaktu metalu, natychmiast topiąc go i tworząc tzw. „kroplę spawalniczą”. Cały proces trwa zaledwie kilka milisekund i składa się z czterech etapów — docisku, spawania, utrzymywania nacisku oraz zwalniania — zapewniając dzięki temu solidne połączenie pod ciśnieniem. Technologia ta opiera się na „ogrzewaniu w punkcie kontaktu”, co czyni ją odpowiednią do prostych zastosowań łączenia nakładających się elementów.
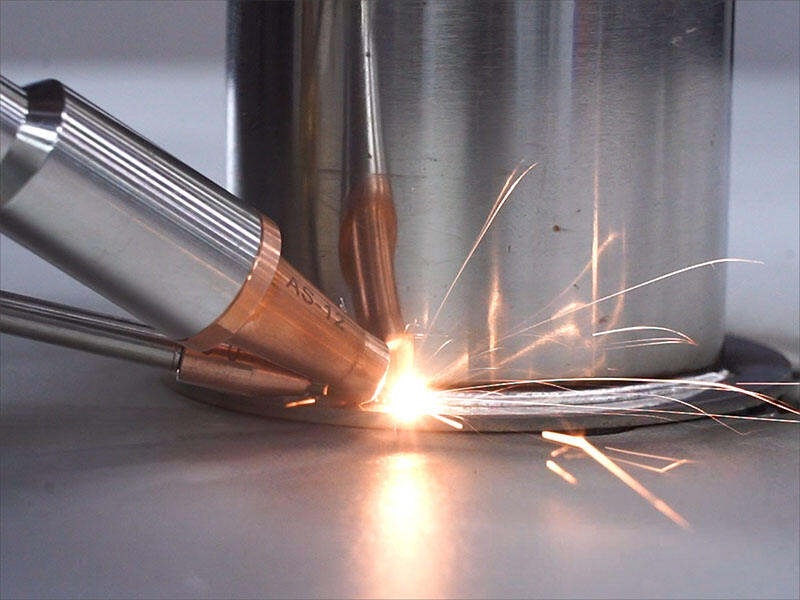
2. Spawarka laserowa: „Precyzyjne zespolenie” za pomocą skupionych wiązek laserowych
Spawarki laserowe działają na zupełnie innej zasadzie: wykorzystują skoncentrowaną wiązkę lasera jako źródło ciepła, precyzyjnie napromieniowując szew w miejscu spawania, aby stopić i połączyć materiały. Jako proces bezkontaktowy umożliwia on precyzyjną kontrolę wprowadzanego ciepła, wspierając dwie kluczowe technologie: spawanie wgłębne (keyhole welding) zapewniające głębokie przenikanie oraz spawanie przewodzeniowe (conduction welding) dające gładkie powierzchnie. Ta cecha „precyzyjnej kontroli energii” czyni je bardziej korzystnymi w złożonych scenariuszach spawania.
III. Szczegółowa porównawcza analiza: 5 wymiarów pozwalających ocenić zalety i wady
1. Jakość i wytrzymałość spoiny: pojedynek między estetyką a stabilnością
Spawarka punktowa: jakość spoiny zależy całkowicie od powstania kropelek spoiny (nuggetów). Nacisk elektrod pozostawia widoczne wgniecia na powierzchni elementu. Dodatkowo strefa wpływu ciepła (HAZ) wokół każdej kropelki jest stosunkowo szeroka, co może powodować znaczne odkształcenia termiczne otaczających materiałów, wpływając negatywnie na płaskość części oraz dokładność jej wymiarów;
Spawarka laserowa: Tworzy ciągłe, jednolite szwy spawalnicze, które nie tylko wyglądają estetycznie i są gładkie, ale także charakteryzują się dużą wytrzymałością konstrukcyjną. Skupiając energię w mikropunkcie, osiąga wysoką proporcję głębokości do szerokości, umożliwiając głębokie wtopienie przy jednoczesnym minimalizowaniu wpływu ciepła. Dzięki temu uzyskuje się doskonałą wytrzymałość połączenia, odporność na zmęczenie oraz właściwości uszczelniające, co czyni ją idealnym rozwiązaniem w zastosowaniach wymagających szczelności powietrznej lub odporności na obciążenia dynamiczne.
2. Możliwości obróbki: „Szerokość” i „wąskość” dopasowania do materiałów
Spawarka punktowa: Zakres zastosowania jest zasadniczo ograniczony przewodnością materiału. Najlepiej sprawdza się przy spawaniu nakładkowym arkuszy przewodzących, takich jak stal niskowęglowa i stal nierdzewna. W przypadku materiałów o szybkiej przewodności ciepła i łatwej utlenialności powierzchni (np. stopy aluminium) wymagane są drogie, specjalistyczne urządzenia oraz obróbka powierzchni; wyniki spawania mogą mimo to pozostawać niestabilne;
Spawarka laserowa: Wyróżnia się imponującą zgodnością z różnymi materiałami. Niezależnie od przewodności elektrycznej umożliwia spawanie różnych metali, takich jak stal, aluminium, miedź i tytan, a także połączeń metalów niepodobnych, np. aluminium-stal czy miedź-mosiądz. Bez trudności radzi sobie zarówno ze spawaniem nadzwyczaj cienkich folii (bez przepalania), głębokim spawaniem grubych płyt, jak i obróbką materiałów odbijających światło lub specjalnych stopów — wyzwań, przed którymi kapitulują większość innych metod spawania.
3. Wydajność produkcji: Prędkość w erze automatyzacji
Spawarka punktowa: Choć pojedyncze spawanie punktowe jest szybkie, wydajność gwałtownie spada przy wielopunktowym spawaniu lub długich szwach. Każde miejsce spawania wymaga osobnego ustawienia elektrod, co czyni proces sekwencyjnym i ogranicza ogólną wydajność. Automatyzacja spawania skomplikowanych elementów wymaga współpracy wielu głowic spawalniczych, co zwiększa złożoność oraz koszty systemu;
Spawarka laserowa: Synonim szybkiego, ciągłego spawania – niestyczający promień może poruszać się wzdłuż szwów z prędkością kilku metrów na minutę. Jej największą zaletą w nowoczesnej produkcji jest bezproblemowa integracja z robotami – pojedyncza robota wyposażona w laser może łatwo wykonywać długie szwy oraz złożone spawanie konturów 3D. Może dostosować się do wielu wariantów części bez konieczności wymiany narzędzi, umożliwiając rzeczywiście elastyczną, całkowicie zautomatyzowaną produkcję bez obecności personelu („lights-out”) przy produkcji wieloasortymentowej o małych partiach.
4. Inwestycja kosztowa: oszczędności krótkoterminowe vs. wartość długoterminowa
Spawarka punktowa: Jej największą zaletą jest niska początkowa cena zakupu, jednak całkowity koszt posiadania jest wysoki. Zużywające się elementy, takie jak elektrody miedziane, wymagają częstej wymiany; regularne konserwacje ramion robotycznych i transformatorów są kosztowne; zużycie energii elektrycznej jest duże. Dodatkowo zwykle wymaga ona wykwalifikowanych spawaczy do ustawiania parametrów i zapewnienia jakości, co powoduje wzrost kosztów pracy oraz zależność od wiedzy i doświadczenia specjalistów;
Spawarka laserowa: Obala tradycyjne postrzeganie „wysokich inwestycji” — zaawansowane spawarki włóknowe z laserem zaczynają się od zaledwie 2500 USD. Koszty eksploatacji są jeszcze bardziej korzystne: Źródło lasera włóknowego ma czas pracy do 100 000 godzin, nie wymaga materiałów eksploatacyjnych i nie potrzebuje konserwacji. Co ważniejsze, jest bardzo łatwa w obsłudze — początkujący mogą opanować podstawowe operacje w ciągu 5–10 minut, eliminując konieczność zatrudniania drogich specjalistów od spawania.
5. Przystosowanie warsztatu: Wymagania dotyczące środowiska i infrastruktury
Spawarka punktowa: Wymaga wysokiego poziomu infrastruktury warsztatowej, w tym systemu zasilania o dużej mocy zapewniającego impulsy prądu o wysokim natężeniu. Proces spawania generuje znaczny hałas, rozpryski stopionego metalu oraz opary, co wymaga zastosowania barier ochronnych dla operatorów i sprzętu, powodując stosunkowo uciążliwe warunki pracy w warsztacie;
Spawarka laserowa: Bezpieczeństwo jest najważniejsze – nowoczesne maszyny są wyposażone w całkowicie zamkniętą konstrukcję zapewniającą bezpieczeństwo klasy 1 w zakresie promieniowania laserowego. Mogą być bezpiecznie obsługiwane w otwartych warsztatach bez dodatkowej ochrony, a osoby przebywające w pobliżu nie wymagają żadnych specjalnych środków zabezpieczenia. Emisja dymu jest znacznie niższa niż przy spawaniu łukowym, a do działania wystarczy standardowy gniazdko zasilania – nie jest potrzebne ciężkie przemysłowe zasilanie – co czyni ją bardziej przyjazną dla środowiska warsztatowego.
IV. Decyzja wyboru: dopasuj rozwiązanie do swoich potrzeb
Kiedy wybrać spawarkę punktową?
Podstawowe wymaganie: seryjna produkcja prostych elementów blachowych (np. paneli samochodowych, szafek) przy możliwie najniższym początkowym nakładzie inwestycyjnym;
Ograniczenia materiałowe: przetwarzanie wyłącznie materiałów o wysokiej przewodności elektrycznej, takich jak stal niskowęglowa, oraz konstrukcje wyrobów wymagające jedynie połączeń punktowych typu zakładka;
Sytuacja budżetowa: ograniczony budżet w krótkim horyzoncie czasowym bez natychmiastowej potrzeby zaawansowanych możliwości przetwarzania.
Kiedy spawarka laserowa jest koniecznością?
Wymagania dotyczące jakości: Produkcja precyzyjnych wyrobów (np. urządzeń elektronicznych przeznaczonych dla konsumentów, urządzeń medycznych) z surowymi wymaganiami dotyczącymi dokładności spawania i wykończenia wizualnego;
Scenariusze obróbki: Obejmujące wiele materiałów (aluminium, miedź, stal nierdzewna), metale niepodobne, materiały nadzwyczaj cienkie lub wymagające szczelnych szwów spawanych;
Potrzeba elastyczności: Dostosowanie się do szybkich zmian projektowych, produkcji małych serii oraz złożonych geometrii spawania bez konieczności częstych regulacji sprzętu;
Planowanie długoterminowe: Skupienie się na obniżeniu całkowitych kosztów posiadania, wyeliminowaniu zależności od wykwalifikowanych spawaczy oraz poszukiwanie uniwersalnej maszyny zdolnej do wykonywania zadań od prostego spawania punktowego po złożone spawanie ciągłe i spawanie konturowe w 3D, dostosowującej się do przyszłej ekspansji działalności.
 EN
EN
 AR
AR CS
CS NL
NL FR
FR DE
DE IT
IT JA
JA KO
KO PL
PL PT
PT RU
RU ES
ES UK
UK TH
TH TR
TR