Spot Welder vs. Laser Welder: The Ultimate Workshop Selection Guide—No Regrets After Reading!
In workshop production, choosing the right welding equipment directly determines productivity, product quality, and business competitiveness. As two core welding technologies, spot welders and laser welders differ significantly in application scenari...
In workshop production, choosing the right welding equipment directly determines productivity, product quality, and business competitiveness. As two core welding technologies, spot welders and laser welders differ significantly in application scenarios, performance, and cost investment. The right choice can double production efficiency and upgrade quality, while the wrong one may limit capacity and incur additional costs. Many workshop owners struggle with this question: Which equipment is better suited to their needs? This article breaks down the pros and cons of both from core differences, working principles, detailed comparisons to selection decisions, helping you accurately lock in the optimal welding solution for your workshop.
I. Core Differences at a Glance: Key Distinctions in One Table
Comparison Dimension
Spot Welder
Laser Welder
Welding Effect
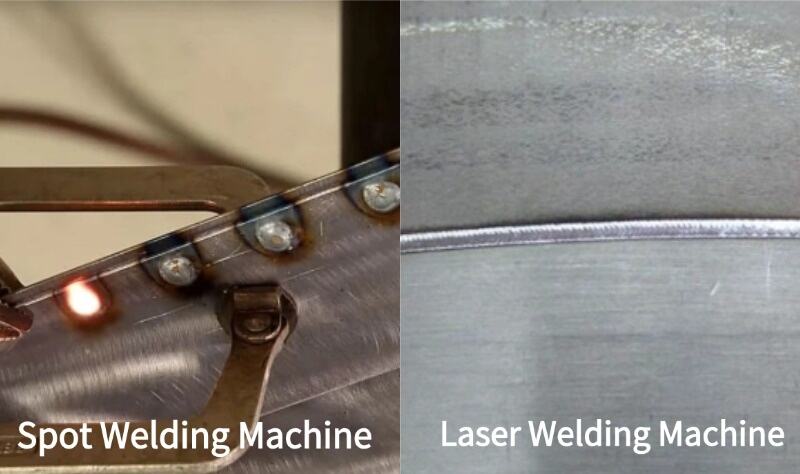
Forms spot welds with surface indentations and obvious deformation
Continuous weld seams with smooth, aesthetic surfaces and minimal thermal deformation
Material Compatibility
Primarily suitable for steel plates; difficult to handle materials like aluminum alloy
Wide applicability—can weld steel, aluminum, copper, dissimilar metals, etc.
Production Efficiency
Fast single-spot welding, low efficiency for multi-spot/long welds, and complex automation
High-speed continuous welding, easy integration with automation, and strong flexibility
Total Cost
Low initial purchase price, but high consumable (copper electrodes) and maintenance costs; requires skilled welders
Starts at $2,500 for entry-level models, no consumables, maintenance-free, and easy for beginners to operate
Application Scenarios
Mass standardized production and basic processing with tight budgets
Precision product manufacturing, pursuing long-term competitiveness and multi-scenario adaptation
II. Working Principle Breakdown: Core Logic of Two Technologies
1. Spot Welder: "Point Connection" via Resistance Heat
The spot welder operates based on the resistance heating effect: Copper electrodes clamp overlapping metal sheets, followed by high-intensity current pulses. The current generates concentrated heat at the metal contact points, instantly melting the metal to form a "weld nugget." The entire process takes only milliseconds, following a four-stage cycle—squeezing, welding, holding, and releasing—to ensure a firm connection under pressure. This technology focuses on "point contact heating," making it suitable for simple overlapping splicing scenarios.
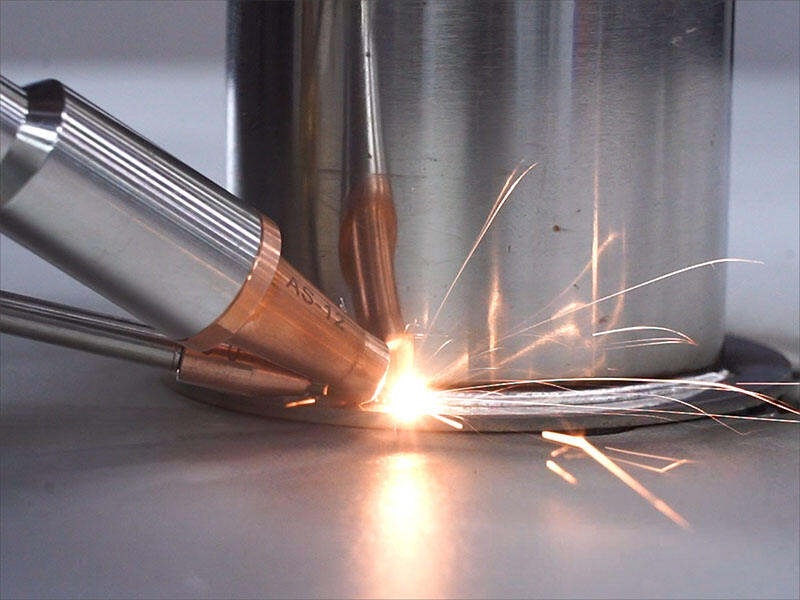
2. Laser Welder: "Precise Fusion" with Focused Laser Beams
Laser welders work on an entirely different logic: They use a highly concentrated laser beam as a heat source, precisely irradiating the workpiece seam to melt and fuse the materials. As a non-contact process, it enables precise control of heat input, supporting two core technologies: keyhole welding for deep penetration and conduction welding for smooth surfaces. This "precision energy control" feature makes it more advantageous in complex welding scenarios.
III. Detailed Comparison: 5 Dimensions to See Pros and Cons
1. Welding Quality and Strength: A Contest of Aesthetics and Stability
Spot Welder: Welding quality depends entirely on the formation of weld nuggets. Electrode pressure leaves obvious indentations on the workpiece surface. Additionally, the heat-affected zone (HAZ) around each nugget is relatively wide, which may cause significant thermal deformation of surrounding materials, affecting part flatness and dimensional accuracy;
Laser Welder: Produces continuous, uniform weld seams that are not only aesthetically pleasing and smooth but also structurally strong. By concentrating energy on a micro-point, it achieves a high depth-to-width ratio for deep penetration while minimizing heat input. This results in excellent joint strength, fatigue resistance, and sealing performance, making it ideal for applications requiring airtightness or dynamic load resistance.
2. Processing Capability: The "Width" and "Narrowness" of Material Adaptability
Spot Welder: Applicability is fundamentally limited by material conductivity. It works best for overlapping splicing of conductive sheets like low-carbon steel and stainless steel. For materials with fast heat conduction and easy surface oxidation (e.g., aluminum alloy), expensive specialized equipment and surface treatment are required, and welding results may still be unstable;
Laser Welder: Boasts impressive material compatibility. Independent of conductivity, it can weld various metals such as steel, aluminum, copper, and titanium, even handling dissimilar metal combinations like aluminum-steel and copper-brass. Whether welding ultra-thin foils (without burn-through), deep penetration of thick plates, or processing reflective or special alloys—challenges for most other welding methods—it performs effortlessly.
3. Production Efficiency: Speed in the Age of Automation
Spot Welder: While single-spot welding is fast, efficiency drops sharply for multi-spot welding or long welds. Each spot requires separate electrode positioning, making the process sequential and limiting overall throughput. Automation for complex parts requires multiple welding guns to work in coordination, increasing system complexity and cost;
Laser Welder: Synonymous with high-speed continuous welding, the non-contact beam can move along seams at speeds of several meters per minute. Its greatest advantage in modern manufacturing is seamless robotic integration— a single robotic laser unit can easily complete long welds and complex 3D contour welding. It can adapt to multiple part variants without mold changes, enabling truly flexible, lights-out automation for high-mix, low-volume production.
4. Cost Investment: Short-Term Savings vs. Long-Term Value
Spot Welder: Its biggest appeal is the low initial purchase price, but the total cost of ownership is high. Consumables like copper electrodes need frequent replacement; regular maintenance of robotic arms and transformers is costly; and energy consumption is high. Additionally, it typically requires skilled welders to set parameters and ensure quality, increasing labor costs and reliance on professional expertise;
Laser Welder: Breaks the traditional perception of "high investment"—advanced fiber laser welders start at only $2,500. Operational costs are even more advantageous: The fiber laser source has a service life of up to 100,000 hours, with no consumables and maintenance-free operation. Crucially, it is extremely easy to learn—beginners can master basic operations in 5-10 minutes, eliminating the need to hire expensive professional welders.
5. Workshop Adaptability: Requirements for Environment and Infrastructure
Spot Welder: Demands high workshop infrastructure, requiring a large-capacity power supply system to deliver high current pulses. The welding process generates significant noise, molten spatter, and fumes, necessitating protective barriers for operators and equipment, resulting in a relatively harsh workshop environment;
Laser Welder: Safety is paramount, with modern machines featuring a fully enclosed Class 1 laser safety design. They can be operated safely in open workshops without additional protection, and bystanders require no special measures. Smoke generation is much lower than arc welding processes, and only a standard power outlet is needed—no heavy industrial power supply—making it more friendly to the workshop environment.
IV. Selection Decision: Match Your Needs
When to Choose a Spot Welder?
Core Requirement: Mass production of simple sheet metal components (e.g., automotive panels, cabinets) with the lowest initial investment;
Material Limitation: Only processing highly conductive materials like low-carbon steel, and product designs requiring only overlapping spot connections;
Budget Situation: Tight short-term budget with no immediate need for complex processing capabilities.
When is a Laser Welder a Must?
Quality Requirement: Producing precision products (e.g., consumer electronics, medical devices) with strict demands on welding accuracy and appearance;
Flexibility Need: Adapting to rapid design changes, small-batch production, and complex welding geometries without frequent equipment adjustments;
Long-Term Planning: Focusing on reducing total cost of ownership, eliminating reliance on skilled welders, and seeking a versatile machine capable of tasks from simple spot welding to complex continuous welds and 3D contour welding, adapting to future business expansion.

 EN
EN
 AR
AR CS
CS NL
NL FR
FR DE
DE IT
IT JA
JA KO
KO PL
PL PT
PT RU
RU ES
ES UK
UK TH
TH TR
TR