Vezellaserlassen: Een nieuwe maatstaf voor efficiënte verbindings-technologie bij de bewerking van roestvast staal
In industriële sectoren zoals de bewerking van roestvast staal, nucleaire energie-apparatuur en automobielproductie is lassen een kernproces dat de afdichtingsprestaties en structurele sterkte van onderdelen waarborgt. Traditionele lasmethoden lijden onder…
In industriële sectoren zoals de bewerking van roestvast staal, nucleaire energie-apparatuur en automobielproductie is lassen een kernproces dat de afdichtingsprestaties en structurele sterkte van onderdelen waarborgt. Traditionele lasmethoden lijden onder problemen zoals ongelijkmatige lasdoordringing, grote warmte-invoer en lage efficiëntie. Fiber Laser Welding met zijn voordelen van diepe lasnaden, hoge snelheid en hoge automatisering is uitgegroeid tot de aangewezen oplossing voor het lassen van roestvast staal. Als kernapparatuur voor laserlassen bepalen de prestaties en parameteroptimalisatie van vezellasers direct de laskwaliteit, waardoor lasertechnologie zich heeft ontwikkeld tot een van de meest veelbelovende geavanceerde verbindingsmethoden van de 21e eeuw.
Vezellaserlassen: Een 'efficiënt hulpmiddel' voor de bewerking van roestvast staal
Fiberlaserlassen is een verbindingsmethode waarbij hoogenergetische laserstralen, uitgezonden door fiberlasers, worden gebruikt om metaalverbindingen te realiseren via warmtegeleiding of diepe doordringing. In vergelijking met traditionele processen zoals booglassen en wrijvingslassen biedt het aanzienlijke voordelen: hoge elektro-optische omzettingsrendementen met lage energieverliezen; uitstekende straalqualiteit, waardoor bij focussering een extreem hoge energiedichtheid wordt bereikt voor lasnaden met grote diepte-breedteverhoudingen; lage warmte-invoer, wat de lastoestand en vervorming vermindert en de eigenschappen van roestvaststaalondergronden behoudt; geen vacuümomgeving vereist; en een hoge las snelheid, geschikt voor massaproductie.
Laserlassen met vezellaser wordt voornamelijk onderverdeeld in twee modi: warmtegeleidingslassen en diepdoorslaglassen. Warmtegeleidingslassen heeft een lage vermogensdichtheid (minder dan 10⁴~10⁵ W/cm²), met geringe doordringing en lage snelheid, en is geschikt voor het verbinden van dunne roestvrijstalen onderdelen. Bij diepdoorslaglassen is de vermogensdichtheid hoog (meer dan 10⁵~10⁷ W/cm²), waardoor er een 'sleutelgat' op het metalen oppervlak ontstaat, en waarbij warmte efficiënt via dit sleutelgat wordt overgedragen. Dit proces kenmerkt zich door een hoge lasnelheid en diepe doordringing, en is bij uitstek geschikt voor de lastoepassingen van middeldikke en dikke roestvrijstalen buizen en platen. Bij de bewerking van roestvrij staal kan vezellaserlassen effectief gebreken zoals onvolledige doordringing en ongelijkmatige lasnaden, die vaak optreden bij traditionele lasmethoden, voorkomen; hierdoor wordt de afdichtingsprestatie en structurele stabiliteit van onderdelen gegarandeerd. Het wordt veel gebruikt in sectoren met strenge eisen aan laskwaliteit, zoals nucleaire energie-apparatuur en ruimtevaart.
Decoderen van kernparameters: de sleutelinvloed van brandpuntsafstand en defocusbedrag
De kwaliteit van vezellaserlassen hangt voornamelijk af van de nauwkeurige regeling van parameters zoals brandpuntsafstand en defocusbedrag. De brandpuntsafstand is de afstand van het gefocusseerde punt van de laserstraal tot de lens na passage door de focuslens en beïnvloedt rechtstreeks de vlektdiameter en energiedichtheid—de vlektdiameter is evenredig met de brandpuntsafstand. Een te lange brandpuntsafstand verspreidt de energie, waardoor effectieve doordringing niet kan worden bereikt; een te korte brandpuntsafstand concentreert de energie te sterk, wat mogelijk leidt tot beschadiging van het substraat. Voor het daadwerkelijke lassen moet het brandpunt worden gekalibreerd met methoden zoals schuin scanlassen: verplaats de laserlaspen van laag naar hoog, en het smalste gedeelte van de lasnaad is het brandpunt, waar de energiedichtheid het hoogst is en het lasresultaat optimaal.
Als afwijkingswaarde van de brandpuntsafstand heeft de defocus-hoeveelheid een grotere invloed op de lasdoordringing. De defocus-hoeveelheid verwijst naar de afstand tussen het brandpunt en het oppervlak van het werkstuk tijdens het daadwerkelijke lassen, en wordt onderverdeeld in positieve defocus (brandpunt boven het werkstuk) en negatieve defocus (brandpunt onder het werkstuk). Experimenten tonen aan dat negatieve defocus vaker leidt tot een grotere doordringing. Wanneer de defocus-hoeveelheid zich bevindt in het bereik van -4 mm tot -2 mm, kan de doordringing meer dan 2 mm bedragen, wat voldoet aan de lasvereisten voor roestvrijstalen buizen met een wanddikte van 2,5 mm. In tegenstelling thereto wordt de doordringing ondieper naarmate de positieve defocus-afstand groter is. Wanneer de positieve defocus-hoeveelheid 4 mm bereikt, bedraagt de doordringing slechts 1,15 mm, wat moeilijk voldoet aan de vereisten voor lassterkte. Bijvoorbeeld bij het lassen van roestvrijstalen buizen kan het volgen van de theoretische brandpuntsafstand zoals vermeld in de handleiding van de apparatuur leiden tot onvolledige doordringing als gevolg van een te grote daadwerkelijke defocus-hoeveelheid. Na bepaling van de brandpuntsafstand via daadwerkelijke kalibratie is het noodzakelijk om de parameters voor negatieve defocus te optimaliseren om het gewenste lasresultaat te bereiken.
Industriële toepassingscenario's: van verwerking van roestvrij staal tot dekking van meerdere sectoren
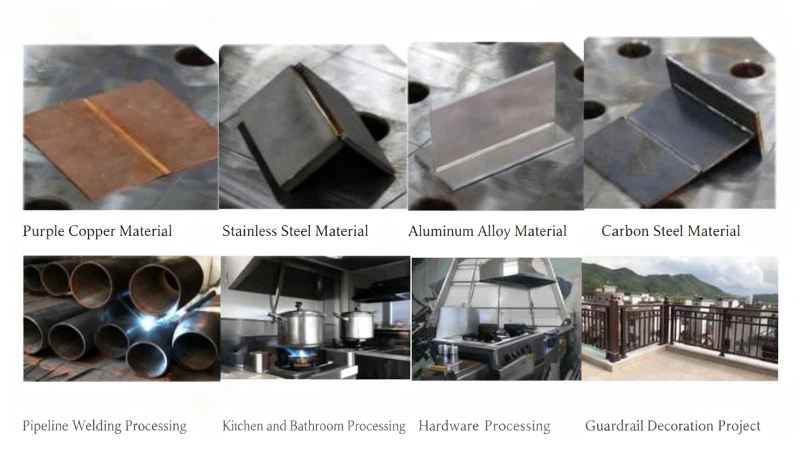
Fiberlaserlassen heeft zich bewezen in diverse industriële sectoren en is uitgegroeid tot een cruciale schakel voor het verbeteren van productkwaliteit. In de sector van roestvrijstaalverwerking kan het worden toegepast voor het afdichten van buizen en platen. De lasnaden zijn vlak en uniform doorgelast, wat de betrouwbaarheid van onderdelen onder complexe werkomstandigheden waarborgt. Bij nucleaire energie-apparatuur voldoet de lage vervorming en hoge afdichtingseigenschap van fiberlaserlassen aan strenge kwaliteitsnormen voor het lassen van precisie-onderdelen. In de automobielproductie en de productie van spoorwegvoertuigen leiden de voordelen van hoge efficiëntie en automatisering tot een aanzienlijke verbetering van de productie-efficiëntie en een vermindering van de productiekosten.


 EN
EN
 AR
AR CS
CS NL
NL FR
FR DE
DE IT
IT JA
JA KO
KO PL
PL PT
PT RU
RU ES
ES UK
UK TH
TH TR
TR