Nella produzione automobilistica, il VIN (Vehicle Identification Number, numero di identificazione del veicolo) funge da "carta d'identità" del veicolo, svolgendo funzioni fondamentali quali la tracciabilità del veicolo, il controllo qualità e l’anticontraffazione. Secondo le norme nazionali, il VIN deve essere inciso su componenti strutturali chiave della carrozzeria bianca, rispettando i requisiti di altezza dei caratteri non inferiore a 7 mm, profondità non inferiore a 0,3 mm, chiarezza, durata e non sostituibilità. I tradizionali processi meccanici di marcatura presentano bassa efficienza, elevato rumore e limitata adattabilità.
Marcatura Laser la marcatura laser, grazie ai suoi vantaggi di lavorazione senza contatto, elevata precisione ed elevata stabilità, è diventata la tecnologia principale per l’incisione del VIN sulla carrozzeria bianca degli autoveicoli, fornendo un supporto fondamentale alla produzione efficiente e alla tracciabilità precisa nel settore automobilistico.
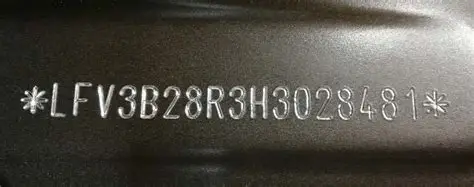
Marcatura laser: l'"incisore senza contatto" per i codici VIN automobilistici
Marcatura Laser è una tecnologia che utilizza fasci laser ad alta energia per irradiare localmente le superfici metalliche, facendo evaporare i materiali superficiali per esporre gli strati sottostanti o innescando cambiamenti cromatici chimici per formare marcature permanenti. A differenza dei metodi di marcatura meccanici, come la sgorbia pneumatica, la marcatura a punti (dot-matrix) e la goffratura, la marcatura laser è un processo non a contatto, che non richiede alcun contatto diretto tra l’ago marcatore e la lamiera della carrozzeria. Ciò evita danni strutturali alla carrozzeria del veicolo causati da forze meccaniche e consente di adattarsi a vari materiali dei componenti della carrozzeria: sia che si tratti di acciaio al carbonio ordinario, sia di acciaio formatosi a caldo con resistenza allo snervamento superiore a 1300 MPa, la marcatura laser riesce stabilmente a raggiungere la profondità richiesta e a produrre caratteri nitidi.
Nelle linee di produzione del corpo bianco automobilistico, le attrezzature per la marcatura laser sono generalmente costituite da un generatore laser, da un espansore del fascio (configurato in base alle esigenze) e da un sistema galvanometrico. In combinazione con sistemi di controllo automatico, tali attrezzature possono adattarsi rapidamente alle esigenze produttive di più modelli di veicoli e di diverse posizioni di marcatura. Il processo di marcatura non genera rumore meccanico, poiché l’incisione avviene esclusivamente mediante scansione ad alta velocità del fascio laser. Esso soddisfa non solo i requisiti di elevata efficienza delle linee di saldatura, ma garantisce anche la coerenza e l’estetica dei codici VIN, risolvendo il problema critico rappresentato dalla marcatura meccanica tradizionale, che fatica a conciliare velocità e qualità.
Differenze tecniche fondamentali: scelta tra galvanometri a fuoco anteriore e a fuoco posteriore
L'efficacia della marcatura laser per l'incisione del numero di telaio (VIN) dipende in modo critico dal metodo di messa a fuoco del sistema galvanometrico, che si suddivide principalmente in tipi galvanometrici a messa a fuoco anteriore e a messa a fuoco posteriore, ciascuno con vantaggi distinti e adatto a diversi contesti produttivi.
I sistemi galvanometrici con messa a fuoco anteriore utilizzano un dispositivo dinamico di messa a fuoco con lunga distanza focale per focalizzare il fascio laser prima che entri nei galvanometri XY. Ciò garantisce una distanza costante da ogni punto del piano del pezzo da lavorare alla lente di messa a fuoco, assicurando che tutti i punti luminosi focalizzati cadano esattamente sullo stesso piano. L’effetto di marcatura è ottimale, con caratteri nitidi e profondità uniforme, soddisfacendo pienamente gli elevati standard richiesti per i codici VIN. Al contrario, i sistemi galvanometrici con messa a fuoco posteriore focalizzano il fascio laser attraverso una lente dopo che quest’ultimo è stato deviato dai galvanometri. Questo metodo si caratterizza per un software di controllo semplice, un costo contenuto e una velocità di marcatura elevata; tuttavia, a causa della distanza fissa tra la lente e il pezzo da lavorare, le dimensioni del punto luminoso variano lungo il piano di scansione — più piccole al centro e più grandi ai bordi — potenzialmente causando distorsioni a cuscino o a barile. È adatto a contesti in cui i requisiti di precisione della marcatura sono leggermente meno stringenti. Nella produzione dei corpi bianchi automobilistici, i sistemi galvanometrici con messa a fuoco anteriore sono preferiti dai principali costruttori automobilistici grazie ai loro vantaggi in termini di precisione.
Vantaggi del processo: perché è la prima scelta per il settore automobilistico
La marcatura laser si distingue nell'incisione dei numeri VIN automobilistici grazie a numerosi vantaggi che la rendono adatta alla produzione industriale. In primo luogo, offre un'elevata adattabilità, consentendo di lavorare sia acciaio al carbonio comune sia acciaio temprato ad alta durezza; al contrario, la marcatura meccanica spesso incontra difficoltà legate a una profondità di incisione insufficiente e all'usura dell'ago durante la lavorazione di acciai ad alta resistenza. In secondo luogo, garantisce un buon equilibrio tra efficienza e qualità: ottimizzando la potenza del laser (comunemente compresa tra 150 e 200 W) e i parametri di marcatura, è possibile incidere un numero VIN composto da 19 cifre in 30–60 secondi. Per migliorare ulteriormente la qualità estetica, è possibile ricorrere a una scansione ad alta velocità multi-passaggio, che incrementa la nitidezza dei caratteri ed evita la formazione di residui di scoria. In terzo luogo, assicura un’elevata stabilità: la marcatura laser non prevede parti meccaniche soggette ad usura, con conseguenti costi di manutenzione ridotti e idoneità all’esercizio continuo prolungato sulle linee di produzione automobilistica. Inoltre, il processo non a contatto riduce il rischio di danni secondari, preservando l’integrità strutturale della carrozzeria del veicolo.
Inoltre, la marcatura laser offre un'eccezionale flessibilità. Grazie alla programmazione software, è possibile passare rapidamente da uno schema di marcatura del numero identificativo del veicolo (VIN) a un altro per modelli diversi di veicoli, senza dover sostituire stampi o dispositivi di fissaggio, riducendo in modo significativo i tempi di riattrezzaggio della linea di produzione e soddisfacendo perfettamente le esigenze di produzione mista proprie della moderna industria automobilistica.
Considerazioni applicative: bilanciare sicurezza ed efficienza
Nonostante i suoi significativi vantaggi, la marcatura laser nelle applicazioni automobilistiche sul corpo bianco richiede attenzione a due punti fondamentali. In primo luogo, la protezione della sicurezza: durante la marcatura, l’ablazione dei film oleosi presenti sulle lamiere del corpo vettura e l’evaporazione dei metalli generano fumi e polveri, mentre l’intensa radiazione laser potrebbe danneggiare la vista degli operatori. Pertanto, devono essere installati sistemi completi di ventilazione ed estrazione e dispositivi di protezione contro la radiazione luminosa, al fine di garantire un ambiente produttivo sicuro. In secondo luogo, l’ottimizzazione dei parametri: esiste una certa relazione inversa tra efficienza e qualità della marcatura laser: ridurre la velocità del fascio laser e il numero di passaggi di marcatura migliora l’efficienza, ma può lasciare scorie sui bordi dei caratteri; invece, la scansione ad alta velocità su più passaggi garantisce un aspetto estetico migliore, ma richiede più tempo (circa 4–6 minuti). Nella produzione reale, occorre trovare un equilibrio in base al ritmo della linea di produzione.
Mentre il settore automobilistico continua ad alzare i requisiti in termini di efficienza produttiva e precisione della tracciabilità, la tecnologia di marcatura laser si sta evolvendo verso velocità più elevate, maggiore precisione e una capacità di adattamento più intelligente. Essa non è soltanto la tecnologia fondamentale per l’incisione del numero identificativo del veicolo (VIN), ma svolge anche un ruolo cruciale nella marcatura e nella tracciabilità dei componenti automobilistici e delle parti elettroniche, contribuendo all’aggiornamento intelligente del settore manifatturiero.
 EN
EN
 AR
AR CS
CS NL
NL FR
FR DE
DE IT
IT JA
JA KO
KO PL
PL PT
PT RU
RU ES
ES UK
UK TH
TH TR
TR