Soudeuse par points vs. soudeuse laser : Le guide ultime pour choisir l’équipement adapté à votre atelier — Aucun regret après lecture !
Dans la production en atelier, le choix de l’équipement de soudage adapté détermine directement la productivité, la qualité des produits et la compétitivité de l’entreprise. En tant que deux technologies de soudage fondamentales, les soudeuses par points et les soudeuses laser présentent des différences marquées dans leurs scénarios d’application…
Dans la production en atelier, le choix du bon équipement de soudage détermine directement la productivité, la qualité des produits et la compétitivité de l’entreprise. En tant que deux technologies fondamentales de soudage, les soudeuses par points et les soudeuses laser diffèrent considérablement quant à leurs domaines d’application, leurs performances et leurs coûts d’investissement. Le bon choix peut doubler l’efficacité de production et améliorer la qualité, tandis qu’un choix erroné peut limiter la capacité de production et entraîner des coûts supplémentaires. De nombreux propriétaires d’ateliers se posent cette question : quel équipement convient le mieux à leurs besoins ? Cet article analyse en détail les avantages et les inconvénients de chacun, en passant par les différences fondamentales, les principes de fonctionnement, des comparaisons détaillées jusqu’aux critères de sélection, afin de vous aider à identifier avec précision la solution de soudage optimale pour votre atelier.
I. Différences fondamentales en un coup d’œil : distinctions clés résumées dans un tableau
Dimension de comparaison
Soudure à points
Soudeur laser
Résultat du soudage
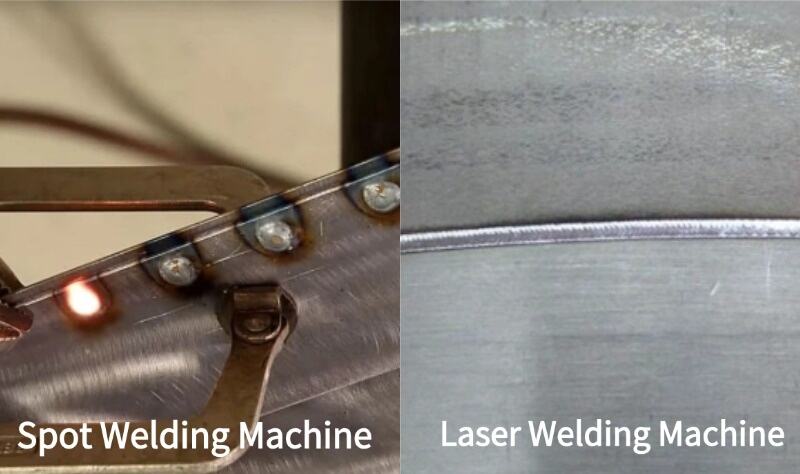
Forme des soudures par points avec des indentations en surface et une déformation évidente
Soudures continues avec des joints lisses et esthétiques, et une déformation thermique minimale
Compatibilité des matériaux
Principalement adapté aux tôles d'acier ; difficile à manipuler sur des matériaux comme les alliages d'aluminium
Grande polyvalence : permet de souder l'acier, l'aluminium, le cuivre, des métaux dissimilaires, etc.
Efficacité de la production
Soudage rapide par point, faible rendement pour les soudures multipoints ou longues, et automatisation complexe
Soudage continu à haute vitesse, intégration facile à l'automatisation et forte flexibilité
Coût Total
Prix d'achat initial faible, mais coûts élevés en consommables (électrodes en cuivre) et en maintenance ; nécessite des soudeurs qualifiés
À partir de 2 500 $ pour les modèles d'entrée de gamme, sans consommables, sans entretien et facile à utiliser pour les débutants
Scénarios d'application
Production standardisée en masse et usinage de base avec des budgets serrés
Fabrication de produits de précision, visant une compétitivité à long terme et une adaptation à plusieurs scénarios
II. Analyse du principe de fonctionnement : logique fondamentale des deux technologies
1. Soudeuse par points : « liaison ponctuelle » par chaleur résistive
Le soudeur par points fonctionne selon l'effet de chauffage par résistance : des électrodes en cuivre serrent des tôles métalliques superposées, suivies d'impulsions de courant à forte intensité. Le courant génère une chaleur concentrée aux points de contact entre les métaux, faisant fondre instantanément le métal pour former un « point de soudure ». L'ensemble du processus ne dure que quelques millisecondes et suit un cycle en quatre étapes — serrage, soudage, maintien et relâchement — afin d'assurer une liaison solide sous pression. Cette technologie repose sur le « chauffage par contact ponctuel », ce qui la rend adaptée aux scénarios simples d'assemblage par recouvrement.
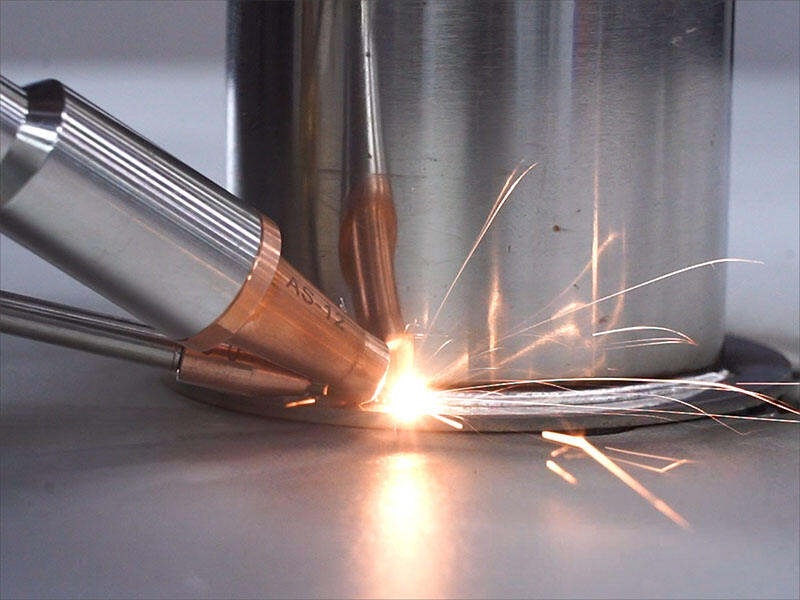
2. Soudeur laser : « Fusion précise » avec des faisceaux laser focalisés
Les soudeuses laser fonctionnent selon une logique totalement différente : elles utilisent un faisceau laser fortement concentré comme source de chaleur, irradiant précisément la jointure de la pièce à souder afin de faire fondre et fusionner les matériaux. Ce procédé sans contact permet un contrôle précis de l’apport thermique et repose sur deux technologies fondamentales : la soudure en « trou de serrure » (keyhole welding), destinée à la pénétration profonde, et la soudure par conduction, adaptée aux surfaces lisses. Cette caractéristique de « contrôle précis de l’énergie » confère à ce procédé un avantage accru dans les scénarios de soudage complexes.
III. Comparaison détaillée : 5 dimensions pour évaluer les avantages et les inconvénients
1. Qualité et résistance de la soudure : un face-à-face entre esthétique et stabilité
Soudeuse par points : la qualité de la soudure dépend entièrement de la formation des points de soudure (nuggets). La pression exercée par les électrodes laisse des indentations visibles sur la surface de la pièce. En outre, la zone affectée thermiquement (ZAT) entourant chaque point de soudure est relativement étendue, ce qui peut provoquer une déformation thermique importante des matériaux environnants, affectant ainsi la planéité et la précision dimensionnelle des pièces ;
Soudeuse laser : produit des cordons de soudure continus et uniformes, non seulement esthétiques et lisses, mais aussi structurellement résistants. En concentrant l'énergie sur un point microscopique, elle atteint un rapport profondeur/ largeur élevé pour une pénétration profonde tout en minimisant l'apport de chaleur. Cela confère aux joints une excellente résistance mécanique, une grande résistance à la fatigue et de très bonnes performances d'étanchéité, ce qui la rend idéale pour les applications exigeant une étanchéité à l'air ou une résistance aux charges dynamiques.
2. Capacité de traitement : la « largeur » et la « réduction » de l'adaptabilité aux matériaux
Soudeuse par points : son domaine d'application est fondamentalement limité par la conductivité du matériau. Elle convient particulièrement au soudage par recouvrement de tôles conductrices telles que l'acier à faible teneur en carbone et l'acier inoxydable. Pour les matériaux à forte conductivité thermique et facilement oxydables en surface (par exemple les alliages d'aluminium), des équipements spécialisés coûteux ainsi qu'un traitement préalable de la surface sont requis, et les résultats de soudage peuvent néanmoins rester instables ;
Soudeur laser : Offre une excellente compatibilité avec les matériaux. Indépendamment de leur conductivité, il permet de souder divers métaux tels que l’acier, l’aluminium, le cuivre et le titane, y compris des combinaisons de métaux dissimilaires comme aluminium-acier ou cuivre-laiton. Que ce soit pour souder des feuilles ultrafines (sans perforation), réaliser une pénétration profonde dans des tôles épaisses ou traiter des alliages réfléchissants ou spéciaux — des défis auxquels la plupart des autres procédés de soudage peinent à répondre — il exécute ces opérations sans effort.
3. Efficacité de production : La vitesse à l’ère de l’automatisation
Soudeur par points : Bien que la soudure ponctuelle simple soit rapide, l’efficacité chute fortement lors de la soudure multipoints ou de longues lignes de soudure. Chaque point nécessite un positionnement séparé des électrodes, rendant le processus séquentiel et limitant ainsi le débit global. L’automatisation de pièces complexes exige plusieurs pistolets de soudure travaillant en coordination, ce qui accroît la complexité du système et son coût ;
Soudeuse laser : Synonyme de soudage continu à haute vitesse, le faisceau sans contact peut se déplacer le long des joints à des vitesses de plusieurs mètres par minute. Son principal avantage dans la fabrication moderne réside dans son intégration transparente aux robots : une seule unité laser robotisée peut aisément réaliser des soudures longues ainsi que des soudures complexes sur des contours 3D. Elle s’adapte à plusieurs variantes de pièces sans changement de moule, permettant ainsi une automatisation véritablement flexible et sans surveillance (« lights-out ») pour une production à forte variété et faible volume.
4. Investissement coût : Économies à court terme contre valeur à long terme
Soudeuse par points : Son principal atout est son prix d’achat initial bas, mais son coût total de possession est élevé. Les consommables, tels que les électrodes en cuivre, nécessitent un remplacement fréquent ; la maintenance régulière des bras robotisés et des transformateurs est coûteuse ; et sa consommation énergétique est élevée. En outre, elle requiert généralement des soudeurs qualifiés pour paramétrer la machine et garantir la qualité, ce qui augmente les coûts de main-d’œuvre et la dépendance à l’égard d’un savoir-faire spécialisé.
Soudeuse laser : Révolutionne la perception traditionnelle de « l’investissement élevé » — les soudeuses laser à fibre avancées commencent à seulement 2 500 $ US. Les coûts d’exploitation sont encore plus avantageux : la source laser à fibre offre une durée de vie allant jusqu’à 100 000 heures, sans consommables et sans entretien. Ce qui est crucial, c’est qu’elle est extrêmement facile à prendre en main — un débutant peut maîtriser les opérations de base en 5 à 10 minutes, éliminant ainsi la nécessité d’embaucher des soudeurs professionnels coûteux.
5. Adaptabilité au sein de l’atelier : Exigences relatives à l’environnement et aux infrastructures
Soudeuse par points : Nécessite des infrastructures atelier élevées, exigeant un système d’alimentation électrique à forte capacité pour délivrer des impulsions de courant élevé. Le procédé de soudage génère un bruit important, des projections de métal en fusion et des fumées, ce qui impose la mise en place de barrières de protection pour les opérateurs et les équipements, entraînant ainsi un environnement atelier relativement contraignant ;
Soudeuse laser : La sécurité est primordiale, les machines modernes étant dotées d'une conception de sécurité laser de classe 1 entièrement fermée. Elles peuvent être utilisées en toute sécurité dans des ateliers ouverts, sans protection supplémentaire, et les personnes présentes à proximité n'ont besoin d'aucune mesure particulière. La génération de fumées est nettement inférieure à celle des procédés de soudage à l'arc, et une simple prise électrique standard suffit — aucune alimentation industrielle puissante n'est requise — ce qui rend cette technologie plus respectueuse de l'environnement de l'atelier.
IV. Décision de sélection : Adaptez le choix à vos besoins
Quand choisir une soudeuse par points ?
Exigence fondamentale : Production en série de composants simples en tôle (par exemple, panneaux automobiles, armoires), avec un investissement initial minimal ;
Limitation matérielle : Traitement uniquement de matériaux hautement conducteurs, tels que l'acier faiblement allié, et conceptions de produits ne nécessitant que des liaisons par points superposés ;
Situation budgétaire : Budget à court terme serré, sans besoin immédiat de capacités de traitement complexes.
Quand une soudeuse laser est-elle indispensable ?
Exigence de qualité : Production de produits de précision (par exemple, appareils électroniques grand public, dispositifs médicaux) avec des exigences strictes en matière de précision et d’aspect des soudures ;
Scénarios de traitement : Incluant plusieurs matériaux (aluminium, cuivre, acier inoxydable), des métaux dissimilaires, des matériaux ultrafins ou nécessitant des soudures étanches ;
Besoin de flexibilité : Adaptation aux changements rapides de conception, à la production en petites séries et aux géométries complexes de soudage, sans ajustements fréquents de l’équipement ;
Planification à long terme : Axée sur la réduction du coût total de possession, l’élimination de la dépendance à l’égard de soudeurs qualifiés et la recherche d’une machine polyvalente capable d’assurer des tâches allant du soudage ponctuel simple au soudage continu complexe et au soudage de contours 3D, afin de s’adapter à l’expansion future de l’activité.
 EN
EN
 AR
AR CS
CS NL
NL FR
FR DE
DE IT
IT JA
JA KO
KO PL
PL PT
PT RU
RU ES
ES UK
UK TH
TH TR
TR