Fiber Laser Welding: A New Benchmark for Efficient Joining Technology in Stainless Steel Processing
In industrial fields such as stainless steel processing, nuclear energy equipment, and automobile manufacturing, welding is a core process ensuring the sealing performance and structural strength of components. Traditional welding technologies suffer...
In industrial fields such as stainless steel processing, nuclear energy equipment, and automobile manufacturing, welding is a core process ensuring the sealing performance and structural strength of components. Traditional welding technologies suffer from issues like uneven weld penetration, large heat input, and low efficiency. Fiber laser welding, with its advantages of deep welds, high speed, and high automation, has become the preferred solution for stainless steel welding. As the core equipment for laser welding, the performance and parameter optimization of fiber lasers directly determine welding quality, promoting laser welding technology to become one of the most promising advanced joining technologies in the 21st century.
Fiber Laser Welding: An "Efficient Tool" for Stainless Steel Processing
Fiber laser welding is a joining technology that uses high-energy laser beams emitted by fiber lasers to achieve metal connection through heat conduction or deep penetration. Compared with traditional processes such as arc welding and friction welding, it has significant advantages: high electro-optical conversion efficiency with low energy loss; excellent beam quality, which, when focused, delivers extremely high energy density for welds with large depth-to-width ratios; low heat input that reduces welding deformation and preserves the performance of stainless steel substrates; no need for a vacuum environment; and high welding speed suitable for mass production.
Fiber laser welding is mainly divided into two modes: heat conduction welding and deep penetration welding. Heat conduction welding has a low power density (less than 10⁴~10⁵W/cm²), with shallow penetration and slow speed, suitable for joining thin stainless steel components. Deep penetration welding has a high power density (greater than 10⁵~10⁷W/cm²), where a "keyhole" forms on the metal surface, and heat is efficiently transferred through the keyhole. It features high welding speed and deep penetration, perfectly adapting to the welding needs of medium and thick stainless steel pipes and plates. In stainless steel processing, fiber laser welding can effectively avoid defects such as incomplete penetration and uneven welds in traditional welding, ensuring the sealing performance and structural stability of components. It is widely used in fields with strict welding quality requirements such as nuclear energy equipment and aerospace.
Decoding Core Parameters: The Key Impact of Focal Length and Defocus Amount
The quality of fiber laser welding mainly depends on the precise regulation of parameters such as focal length and defocus amount. Focal length is the distance from the focused point of the laser beam to the lens after passing through the focusing lens, directly affecting the spot diameter and energy density—spot diameter is proportional to focal length. An excessively long focal length disperses energy, failing to form effective penetration; an excessively short focal length concentrates energy too much, potentially burning the substrate. Before actual welding, the focal point must be calibrated using methods such as bevel scan welding: move the laser welding head from low to high, and the narrowest part of the weld is the focal point, where energy density is the highest and welding effect is optimal.
As a deviation value of the focal length, the defocus amount has a more significant impact on weld penetration. Defocus amount refers to the deviation distance between the focal point and the workpiece surface during actual welding, divided into positive defocus (focal point above the workpiece) and negative defocus (focal point below the workpiece). Experiments show that negative defocus is more likely to achieve greater penetration. When the defocus amount is in the range of -4mm~-2mm, the penetration can exceed 2mm, meeting the welding requirements of stainless steel pipes with a wall thickness of 2.5mm. In contrast, the larger the positive defocus distance, the shallower the penetration. When the positive defocus amount reaches 4mm, the penetration is only 1.15mm, which is difficult to meet the welding strength requirements. For example, in the welding of stainless steel pipes, operating according to the theoretical focal length in the equipment manual may lead to incomplete penetration due to excessive actual defocus amount. It is necessary to optimize the negative defocus parameters after determining the focal length through actual calibration to achieve the ideal welding effect.
Industrial Application Scenarios: From Stainless Steel Processing to Multi-Field Coverage
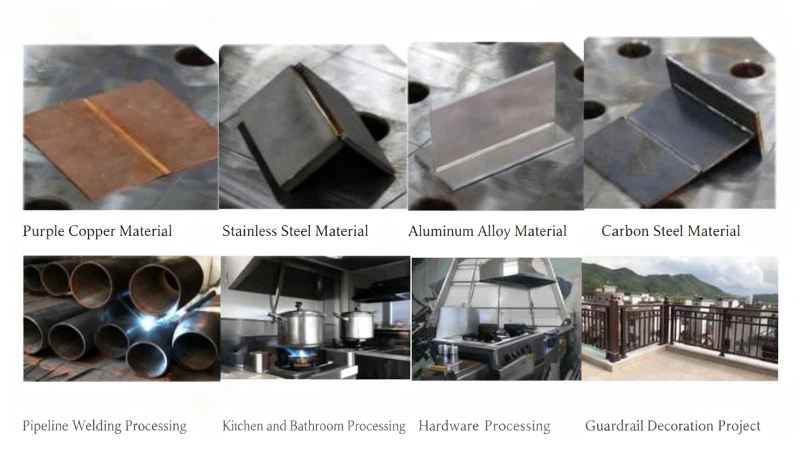
Fiber laser welding has achieved mature applications in various industrial fields and has become a key link to improve product quality. In the field of stainless steel processing, it can be used for the sealing welding of pipes and plates. The welds are flat and uniformly penetrated, ensuring the reliability of components under complex working conditions. In the field of nuclear energy equipment, in response to the welding needs of precision components, the low deformation and high sealing characteristics of fiber laser welding can meet strict quality standards. In automobile manufacturing and railway vehicle manufacturing, its advantages of high efficiency and automation can greatly improve production efficiency and reduce production costs.


 EN
EN
 AR
AR CS
CS NL
NL FR
FR DE
DE IT
IT JA
JA KO
KO PL
PL PT
PT RU
RU ES
ES UK
UK TH
TH TR
TR