Soldador por puntos frente a soldador láser: Guía definitiva para la selección en el taller: ¡Ningún arrepentimiento tras leerla!
En la producción en taller, elegir el equipo de soldadura adecuado determina directamente la productividad, la calidad del producto y la competitividad empresarial. Como dos tecnologías fundamentales de soldadura, los soldadores por puntos y los soldadores láser difieren significativamente en los escenarios de aplicación...
En la producción en taller, elegir el equipo de soldadura adecuado determina directamente la productividad, la calidad del producto y la competitividad empresarial. Como dos tecnologías fundamentales de soldadura, las soldadoras por puntos y las soldadoras láser difieren significativamente en cuanto a escenarios de aplicación, rendimiento e inversión económica. La elección correcta puede duplicar la eficiencia productiva y mejorar la calidad, mientras que una elección inadecuada puede limitar la capacidad y generar costes adicionales. Muchos propietarios de talleres se enfrentan a esta pregunta: ¿qué equipo se adapta mejor a sus necesidades? Este artículo analiza a fondo ventajas e inconvenientes de ambas tecnologías, desde sus diferencias fundamentales y principios de funcionamiento hasta comparaciones detalladas y criterios de selección, ayudándole a identificar con precisión la solución de soldadura óptima para su taller.
I. Diferencias fundamentales a primera vista: principales distinciones en una tabla
Dimensión de comparación
Soldador a Puntos
Soldador láser
Efecto de la soldadura
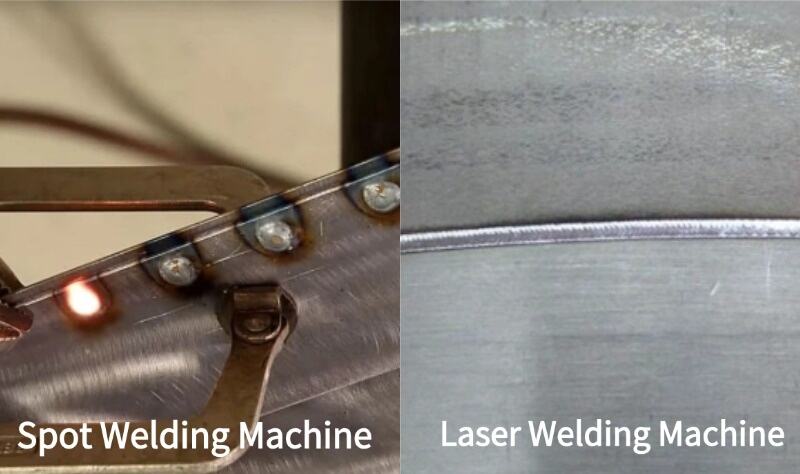
Forma soldaduras por puntos con hendiduras superficiales y deformación evidente
Soldaduras continuas con juntas lisas y estéticamente atractivas, y mínima deformación térmica
Compatibilidad material
Principalmente adecuado para chapas de acero; difícil de manejar con materiales como la aleación de aluminio
Amplia aplicabilidad: puede soldar acero, aluminio, cobre, metales disímiles, etc.
Eficiencia de producción
Soldadura rápida por puntos, baja eficiencia en soldaduras múltiples o largas y automatización compleja
Soldadura continua a alta velocidad, fácil integración con la automatización y gran flexibilidad
Costo Total
Precio inicial de compra bajo, pero altos costes de consumibles (electrodos de cobre) y mantenimiento; requiere soldadores cualificados
A partir de 2 500 USD para modelos de entrada, sin consumibles, libre de mantenimiento y fácil de operar para principiantes
Escenarios de Aplicación
Producción masiva estandarizada y procesamiento básico con presupuestos ajustados
Fabricación de productos de precisión, orientada a la competitividad a largo plazo y a la adaptación a múltiples escenarios
II. Desglose del principio de funcionamiento: lógica fundamental de ambas tecnologías
1. Soldador por puntos: «conexión puntual» mediante calor por resistencia
La soldadora por puntos funciona basándose en el efecto de calentamiento por resistencia: electrodos de cobre sujetan láminas metálicas superpuestas, seguidos de pulsos de corriente de alta intensidad. La corriente genera calor concentrado en los puntos de contacto entre los metales, fundiendo instantáneamente el metal para formar un «núcleo de soldadura». Todo el proceso dura solo milisegundos y sigue un ciclo de cuatro etapas —apretado, soldadura, mantenimiento y liberación— para garantizar una unión firme bajo presión. Esta tecnología se centra en el «calentamiento por contacto puntual», lo que la hace adecuada para escenarios sencillos de empalme por superposición.
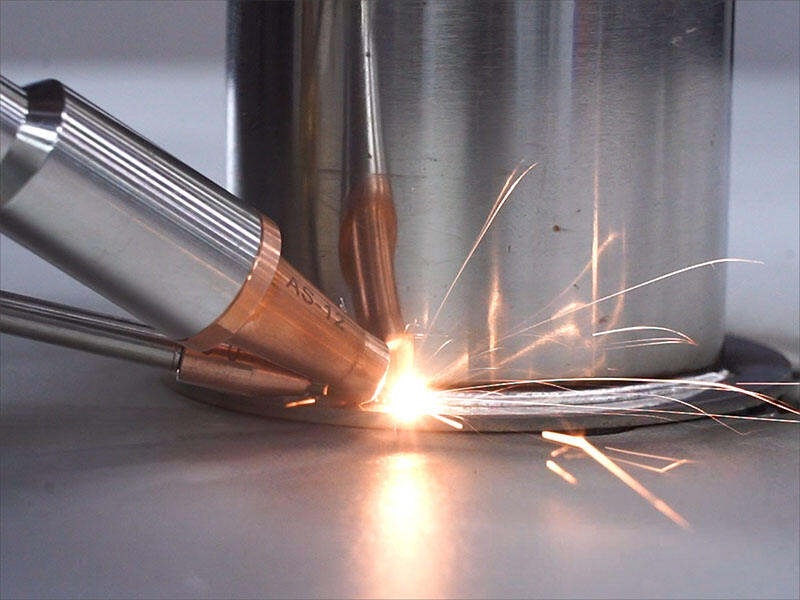
2. Soldadora láser: «Fusión precisa» con haces láser focalizados
Las soldadoras láser funcionan según una lógica completamente distinta: utilizan un haz láser altamente concentrado como fuente de calor, irradiando con precisión la junta de la pieza para fundir y fusionar los materiales. Al tratarse de un proceso sin contacto, permite un control preciso de la entrada de calor, lo que sustenta dos tecnologías fundamentales: la soldadura en modo «keyhole» para penetración profunda y la soldadura por conducción para superficies lisas. Esta característica de «control preciso de la energía» la hace más ventajosa en escenarios de soldadura complejos.
III. Comparación detallada: 5 dimensiones para analizar ventajas e inconvenientes
1. Calidad y resistencia de la soldadura: una competición entre estética y estabilidad
Soldadora por puntos: la calidad de la soldadura depende totalmente de la formación de las gotas de soldadura (nuggets). La presión ejercida por los electrodos deja indentaciones evidentes en la superficie de la pieza. Además, la zona afectada térmicamente (ZAT) alrededor de cada nugget es relativamente amplia, lo que puede provocar una deformación térmica significativa de los materiales circundantes, afectando la planicidad y la precisión dimensional de la pieza;
Soldador láser: Produce cordones de soldadura continuos y uniformes que no solo son estéticamente atractivos y lisos, sino también estructuralmente resistentes. Al concentrar la energía en un punto microscópico, logra una alta relación profundidad/anchura para una penetración profunda, minimizando al mismo tiempo la entrada de calor. Esto resulta en una excelente resistencia de la junta, resistencia a la fatiga y rendimiento de estanqueidad, lo que lo hace ideal para aplicaciones que requieren hermeticidad o resistencia a cargas dinámicas.
2. Capacidad de procesamiento: La «anchura» y la «estrechez» de la adaptabilidad al material
Soldador por puntos: Su aplicabilidad está fundamentalmente limitada por la conductividad del material. Funciona mejor en empalmes superpuestos de chapas conductoras, como acero de bajo carbono y acero inoxidable. Para materiales con alta conductividad térmica y fácil oxidación superficial (por ejemplo, aleaciones de aluminio), se requiere equipamiento especializado costoso y tratamientos superficiales, y los resultados de la soldadura pueden seguir siendo inestables;
Soldador láser: Destaca por su impresionante compatibilidad con materiales. Independientemente de la conductividad, puede soldar diversos metales como acero, aluminio, cobre y titanio, e incluso combinaciones de metales disímiles, como aluminio-acero y cobre-latón. Ya se trate de soldar láminas ultradelgadas (sin perforación), lograr una penetración profunda en chapas gruesas o procesar aleaciones reflectantes o especiales —desafíos para la mayoría de los demás métodos de soldadura—, lo realiza con total facilidad.
3. Eficiencia productiva: Velocidad en la era de la automatización
Soldador por puntos: Aunque la soldadura individual por puntos es rápida, la eficiencia disminuye drásticamente en la soldadura por múltiples puntos o en soldaduras largas. Cada punto requiere un posicionamiento separado de los electrodos, lo que hace que el proceso sea secuencial y limite la productividad global. La automatización de piezas complejas exige que varios pistolas de soldadura trabajen de forma coordinada, aumentando la complejidad y el costo del sistema;
Soldador láser: Sinónimo de soldadura continua a alta velocidad, el haz sin contacto puede desplazarse a lo largo de las juntas a velocidades de varios metros por minuto. Su mayor ventaja en la fabricación moderna es la integración perfecta con robots: una sola unidad láser robótica puede realizar fácilmente soldaduras largas y soldaduras de contornos 3D complejos. Puede adaptarse a múltiples variantes de piezas sin necesidad de cambiar moldes, posibilitando una automatización verdaderamente flexible y sin operarios («lights-out») para producciones con alta variedad y bajo volumen.
4. Inversión de costes: Ahorros a corto plazo frente al valor a largo plazo
Soldador por puntos: Su mayor atractivo es el bajo precio inicial de adquisición, pero el costo total de propiedad es elevado. Los consumibles, como los electrodos de cobre, requieren sustitución frecuente; el mantenimiento regular de brazos robóticos y transformadores resulta costoso; y el consumo energético es alto. Además, normalmente exige soldadores cualificados para ajustar los parámetros y garantizar la calidad, lo que incrementa los costes laborales y la dependencia de conocimientos especializados.
Soldador láser: Rompe la percepción tradicional de "alta inversión"—los soldadores láser de fibra avanzados comienzan desde solo 2.500 USD. Los costos operativos son aún más ventajosos: la fuente láser de fibra tiene una vida útil de hasta 100.000 horas, no requiere consumibles y funciona sin mantenimiento. Lo más importante es que su aprendizaje es extremadamente sencillo: los principiantes pueden dominar las operaciones básicas en 5–10 minutos, eliminando la necesidad de contratar soldadores profesionales costosos.
5. Adaptabilidad al taller: Requisitos del entorno e infraestructura
Soldador por puntos: Exige una infraestructura de taller elevada, requiriendo un sistema de suministro eléctrico de alta capacidad para entregar pulsos de corriente elevada. El proceso de soldadura genera ruido significativo, salpicaduras fundidas y humos, lo que exige barreras protectoras para los operarios y los equipos, dando lugar a un entorno de taller relativamente exigente;
Soldador láser: La seguridad es primordial, y las máquinas modernas cuentan con un diseño de seguridad láser Clase 1 completamente cerrado. Pueden operarse de forma segura en talleres abiertos sin necesidad de protección adicional, y los espectadores no requieren medidas especiales. La generación de humo es mucho menor que en los procesos de soldadura por arco, y solo se necesita una toma de corriente estándar —no una fuente de alimentación industrial pesada—, lo que lo hace más respetuoso con el entorno del taller.
IV. Decisión de selección: Ajuste su elección a sus necesidades
¿Cuándo elegir un soldador por puntos?
Requisito principal: Producción en masa de componentes sencillos de chapa metálica (por ejemplo, paneles automotrices, armarios), con la menor inversión inicial;
Limitación de material: Solo procesamiento de materiales altamente conductivos, como acero bajo en carbono, y diseños de producto que requieran únicamente conexiones por puntos superpuestos;
Situación presupuestaria: Presupuesto ajustado a corto plazo, sin necesidad inmediata de capacidades de procesamiento complejas.
¿Cuándo es imprescindible un soldador láser?
Requisito de calidad: fabricación de productos de precisión (por ejemplo, electrónica de consumo y dispositivos médicos) con exigencias estrictas en cuanto a la precisión y la apariencia de las soldaduras;
Escenarios de procesamiento: implican múltiples materiales (aluminio, cobre, acero inoxidable), metales disímiles, materiales ultradelgados o requieren soldaduras estancas;
Necesidad de flexibilidad: adaptación a cambios rápidos de diseño, producción por lotes pequeños y geometrías de soldadura complejas, sin necesidad de ajustes frecuentes del equipo;
Planificación a largo plazo: centrada en la reducción del costo total de propiedad, la eliminación de la dependencia de soldadores cualificados y la búsqueda de una máquina versátil capaz de realizar tareas que van desde soldaduras puntuales sencillas hasta soldaduras continuas complejas y soldaduras de contorno 3D, adaptándose así a la expansión futura del negocio.
 EN
EN
 AR
AR CS
CS NL
NL FR
FR DE
DE IT
IT JA
JA KO
KO PL
PL PT
PT RU
RU ES
ES UK
UK TH
TH TR
TR