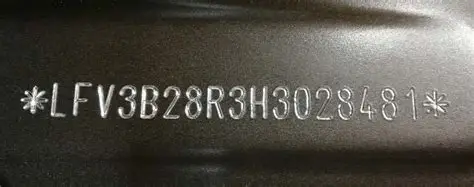
En la fabricación automotriz, el VIN (número de identificación del vehículo) sirve como la «tarjeta de identidad» del vehículo, cumpliendo funciones clave como la trazabilidad del vehículo, el control de calidad y la lucha contra la falsificación. De acuerdo con las normas nacionales, el VIN debe grabarse en componentes estructurales clave de la carrocería en blanco, cumpliendo los requisitos de una altura de carácter de no menos de 7 mm, una profundidad de no menos de 0,3 mm, así como claridad, durabilidad e irremplazabilidad. Los procesos tradicionales de marcado mecánico presentan baja eficiencia, alto nivel de ruido y limitada adaptabilidad.
Marcado láser , gracias a sus ventajas de procesamiento sin contacto, alta precisión y gran estabilidad, se ha convertido en la tecnología predominante para el grabado de VIN en carrocerías en blanco de vehículos automotores, brindando un soporte fundamental para la producción eficiente y la trazabilidad precisa en la industria automotriz.
Marcado láser: el «grabador sin contacto» para códigos VIN automotrices
Marcado láser es una tecnología que utiliza haces láser de alta energía para irradiar localmente superficies metálicas, evaporando los materiales superficiales y exponiendo así las capas subyacentes o desencadenando cambios químicos de color para formar marcas permanentes. A diferencia de los métodos mecánicos de marcado, como el rayado neumático, la impresión matricial (dot-matrix) y el estampado en relieve, el marcado láser es un proceso sin contacto, que no requiere contacto directo entre la punta de marcado y la chapa metálica de la carrocería. Esto evita daños estructurales en la carrocería del vehículo causados por fuerzas mecánicas y permite adaptarse a diversos materiales de componentes de la carrocería: ya sea acero al carbono convencional o acero conformado en caliente con una resistencia a la fluencia superior a 1300 MPa, el marcado láser puede lograr de forma estable la profundidad requerida y caracteres nítidos.
En las líneas de producción de carrocerías blancas para automóviles, los equipos de marcado láser suelen constar de un generador láser, un expansor de haz (configurado según sea necesario) y un sistema galvanométrico. Combinados con sistemas de control automatizados, pueden adaptarse rápidamente a las necesidades de producción de múltiples modelos de vehículos y posiciones de marcado. El proceso de marcado no genera ruido mecánico, realizando el grabado únicamente mediante un escaneo de haz láser a alta velocidad. No solo cumple los requisitos de alta eficiencia de las líneas de producción de soldadura, sino que también garantiza la consistencia y la estética de los códigos VIN, resolviendo el problema clave del marcado mecánico tradicional, que lucha por equilibrar velocidad y calidad.
Diferencias técnicas fundamentales: elección entre galvanómetros de enfoque frontal y de enfoque posterior
La eficacia del marcado láser para el grabado de números de identificación de vehículo (VIN) depende críticamente del método de enfoque del sistema galvanométrico, que se divide principalmente en tipos galvanométricos de enfoque frontal y de enfoque posterior, cada uno con ventajas distintas y adecuado para diferentes escenarios de producción.
Los sistemas galvanométricos con enfoque frontal utilizan un dispositivo dinámico de enfoque de larga distancia focal para enfocar el haz láser antes de que entre en los galvanómetros XY. Esto garantiza una distancia constante desde cualquier punto del plano de la pieza de trabajo hasta la lente de enfoque, de modo que todos los puntos de luz enfocados caigan con precisión sobre el mismo plano. El efecto de marcado es óptimo, con caracteres nítidos y profundidad uniforme, cumpliendo plenamente los estrictos estándares exigidos para los códigos VIN. En contraste, los sistemas galvanométricos con enfoque trasero enfocan el haz láser mediante una lente después de que ha sido escaneado por los galvanómetros. Este método presenta un software de control sencillo, bajo costo y alta velocidad de marcado, pero, debido a la distancia fija entre la lente y la pieza de trabajo, el tamaño del punto varía a lo largo del plano de escaneo: más pequeño en el centro y más grande en los bordes, lo que puede provocar distorsiones tipo cojín o barril. Es adecuado para aplicaciones donde los requisitos de precisión de marcado son ligeramente menos exigentes. En la producción de carrocerías blancas para automóviles, los sistemas galvanométricos con enfoque frontal son preferidos por los principales fabricantes automovilísticos gracias a sus ventajas en precisión.
Ventajas del proceso: por qué es la primera opción para la industria automotriz
El marcado láser destaca en el grabado de VIN (números de identificación de vehículos) para la industria automotriz gracias a múltiples ventajas que lo adaptan a la producción industrial. En primer lugar, ofrece una amplia adaptabilidad, permitiendo procesar tanto acero al carbono ordinario como acero conformado en caliente de alta dureza; por el contrario, el marcado mecánico suele presentar dificultades con profundidades de grabado insuficientes y desgaste prematuro de las agujas al trabajar aceros de alta resistencia. En segundo lugar, logra un equilibrio entre eficiencia y calidad: al optimizar la potencia láser (habitualmente entre 150 y 200 W) y los parámetros de marcado, se puede grabar un VIN de 19 dígitos en 30–60 segundos. Para mejorar la calidad estética, el escaneo de alta velocidad en múltiples pasadas puede realzar aún más la nitidez de los caracteres y evitar residuos de escoria. En tercer lugar, garantiza una elevada estabilidad: el marcado láser no posee piezas mecánicas sujetas a desgaste, lo que se traduce en bajos costos de mantenimiento y lo hace especialmente adecuado para operaciones continuas a largo plazo en las líneas de producción automotriz. Asimismo, al tratarse de un proceso sin contacto físico, se reduce el riesgo de daños secundarios, asegurando así la integridad estructural de la carrocería del vehículo.
Además, el marcado láser ofrece una flexibilidad excepcional. Mediante la programación por software, puede cambiar rápidamente los esquemas de marcado de VIN para distintos modelos de vehículos sin necesidad de modificar moldes ni accesorios, reduciendo significativamente el tiempo de cambio de configuración en la línea de producción y adaptándose perfectamente a las necesidades de producción mixta propias de la fabricación automotriz moderna.
Consideraciones de aplicación: equilibrio entre seguridad y eficiencia
A pesar de sus importantes ventajas, el marcado láser en aplicaciones automotrices sobre carrocerías blancas requiere atención a dos aspectos fundamentales. En primer lugar, la protección de la seguridad: durante el marcado, la ablación de las películas de aceite sobre las chapas metálicas de la carrocería y la evaporación del metal generan humo y polvo, mientras que la intensa radiación láser puede dañar la vista de los operarios. Por lo tanto, deben instalarse sistemas completos de ventilación y extracción, así como equipos de protección contra la radiación luminosa, para garantizar un entorno de producción seguro. En segundo lugar, la optimización de parámetros: existe una cierta relación inversa entre la eficiencia y la calidad del marcado láser: reducir la velocidad del haz láser y el número de pasadas mejora la eficiencia, pero puede dejar escoria en los bordes de los caracteres; por su parte, el barrido a alta velocidad en múltiples pasadas asegura una mejor estética, aunque requiere más tiempo (aproximadamente 4–6 minutos). En la producción práctica, debe alcanzarse un equilibrio basado en el ritmo de la línea de producción.
A medida que la industria automotriz sigue elevando los requisitos de eficiencia productiva y precisión en la trazabilidad, la tecnología de marcado láser evoluciona hacia velocidades más altas, mayor precisión y una adaptabilidad más inteligente. No solo constituye la tecnología fundamental para el grabado de números de identificación de vehículo (VIN), sino que también desempeña un papel crucial en el marcado y la trazabilidad de componentes automotrices y piezas electrónicas, impulsando la modernización inteligente del sector manufacturero.
 EN
EN
 AR
AR CS
CS NL
NL FR
FR DE
DE IT
IT JA
JA KO
KO PL
PL PT
PT RU
RU ES
ES UK
UK TH
TH TR
TR