Faserlaser-Schweißen: Ein neuer Maßstab für effiziente Verbindungstechnologie bei der Edelstahlverarbeitung
In industriellen Bereichen wie der Edelstahlverarbeitung, der Kernenergieausrüstung und der Automobilfertigung ist das Schweißen ein zentraler Prozess, der die Dichtleistung und strukturelle Festigkeit von Komponenten sicherstellt. Herkömmliche Schweißtechnologien weisen ... auf
In industriellen Bereichen wie der Edelstahlverarbeitung, der Kernenergieausrüstung und der Automobilfertigung ist das Schweißen ein zentraler Prozess, der die Dichtleistung und strukturelle Festigkeit von Komponenten sicherstellt. Herkömmliche Schweißtechnologien weisen Probleme wie ungleichmäßige Schweißnahttiefe, hoher Wärmeeintrag und geringe Effizienz auf. Faserlaserschweißen mit ihren Vorteilen tiefer Schweißnähte, hoher Geschwindigkeit und hoher Automatisierung ist zur bevorzugten Lösung für das Schweißen von Edelstahl geworden. Als Kernausrüstung für das Laserschweißen bestimmen Leistung und Parameteroptimierung von Faserlasern unmittelbar die Schweißqualität und befördern so die Laserschweißtechnik zu einer der vielversprechendsten modernen Fügetechnologien des 21. Jahrhunderts.
Faserlaserschweißen: Ein „effizientes Werkzeug“ für die Verarbeitung von Edelstahl
Die Faserlaser-Schweißung ist ein Fügeverfahren, bei dem hochenergetische Laserstrahlen, die von Faserlasern erzeugt werden, zur metallischen Verbindung durch Wärmeleitung oder Tiefenpenetration eingesetzt werden. Im Vergleich zu herkömmlichen Verfahren wie Lichtbogenschweißen und Reibschweißen bietet sie deutliche Vorteile: hohe elektro-optische Wirkungsgrad mit geringem Energieverlust; hervorragende Strahlqualität, die bei Fokussierung eine extrem hohe Energiedichte liefert und Schweißnähte mit großem Tiefen-Breiten-Verhältnis ermöglicht; geringe Wärmezufuhr, wodurch die Schweißverformung reduziert und die Eigenschaften des Edelstahl-Grundwerkstoffs erhalten bleiben; kein Vakuum erforderlich; sowie hohe Schweißgeschwindigkeit, die sich für die Massenfertigung eignet.
Die Faserlaser-Schweißung erfolgt hauptsächlich in zwei Modi: Wärmeleitungs-Schweißung und Tiefenschweißung. Bei der Wärmeleitungs-Schweißung ist die Leistungsdichte gering (unter 10⁴–10⁵ W/cm²), wodurch eine geringe Eindringtiefe und eine langsame Schweißgeschwindigkeit resultieren; sie eignet sich daher für das Verbinden dünner Edelstahlkomponenten. Bei der Tiefenschweißung ist die Leistungsdichte hoch (über 10⁵–10⁷ W/cm²); dabei bildet sich auf der Metalloberfläche ein sogenannter „Schlüsselloch“ (Keyhole), über den die Wärme effizient in das Werkstück eingetragen wird. Dieser Modus zeichnet sich durch hohe Schweißgeschwindigkeit und große Eindringtiefe aus und erfüllt somit optimal die Schweißanforderungen an mitteldicke bis dicke Edelstahlrohre und -bleche. Bei der Verarbeitung von Edelstahl ermöglicht die Faserlaser-Schweißung wirksam, typische Fehler herkömmlicher Schweißverfahren – wie unvollständige Durchschweißung oder ungleichmäßige Nähte – zu vermeiden und gewährleistet so die Dichtleistung sowie die strukturelle Stabilität der Komponenten. Sie kommt daher breit gefächert in Bereichen mit strengen Anforderungen an die Schweißqualität zum Einsatz, beispielsweise bei kerntechnischen Anlagen und in der Luft- und Raumfahrt.
Entschlüsselung der Kernparameter: Die entscheidende Wirkung von Brennweite und Defokusbetrag
Die Qualität des Faserlaser-Schweißens hängt hauptsächlich von der präzisen Regelung von Parametern wie Brennweite und Defokusbetrag ab. Die Brennweite ist der Abstand vom Fokuspunkt des Laserstrahls zur Linse nach Durchlaufen der Fokussierlinse und beeinflusst unmittelbar den Fleckdurchmesser sowie die Energiedichte – der Fleckdurchmesser ist proportional zur Brennweite. Eine zu lange Brennweite führt zu einer Energieverstreuung, sodass keine wirksame Durchdringung erreicht wird; eine zu kurze Brennweite konzentriert die Energie hingegen zu stark und kann das Substrat beschädigen. Vor dem eigentlichen Schweißvorgang muss der Fokus mithilfe von Verfahren wie dem Schrägschweißen mit Scannen kalibriert werden: Dabei wird der Laser-Schweißkopf von niedriger zu höherer Position bewegt; die engste Stelle der Naht stellt den Fokuspunkt dar, an dem die Energiedichte am höchsten und der Schweißeffekt optimal ist.
Als Abweichungswert der Brennweite hat die Defokussierungsmenge einen stärkeren Einfluss auf die Schweißnahttiefe. Unter Defokussierungsmenge versteht man den Abstand zwischen Brennpunkt und Werkstückoberfläche während des eigentlichen Schweißvorgangs; sie wird in positive Defokussierung (Brennpunkt oberhalb des Werkstücks) und negative Defokussierung (Brennpunkt unterhalb des Werkstücks) unterteilt. Experimente zeigen, dass bei negativer Defokussierung eine größere Eindringtiefe eher erreicht wird. Liegt die Defokussierungsmenge im Bereich von −4 mm bis −2 mm, kann die Eindringtiefe 2 mm überschreiten und damit die Schweißanforderungen an Edelstahlrohre mit einer Wandstärke von 2,5 mm erfüllen. Im Gegensatz dazu nimmt die Eindringtiefe mit zunehmendem positivem Defokussierungsabstand ab. Bei einer positiven Defokussierungsmenge von 4 mm beträgt die Eindringtiefe lediglich 1,15 mm, was kaum noch die Anforderungen an die Schweißfestigkeit erfüllt. Beispielsweise kann beim Schweißen von Edelstahlrohren die alleinige Orientierung am theoretischen Brennweitenwert aus der Gerätebedienungsanleitung aufgrund einer zu großen tatsächlichen Defokussierungsmenge zu unvollständiger Durchschweißung führen. Nach Bestimmung der Brennweite mittels praktischer Kalibrierung ist daher eine Optimierung der Parameter für die negative Defokussierung erforderlich, um das gewünschte Schweißergebnis zu erzielen.
Industrielle Anwendungsszenarien: Von der Edelstahlverarbeitung bis zur Abdeckung mehrerer Fachgebiete
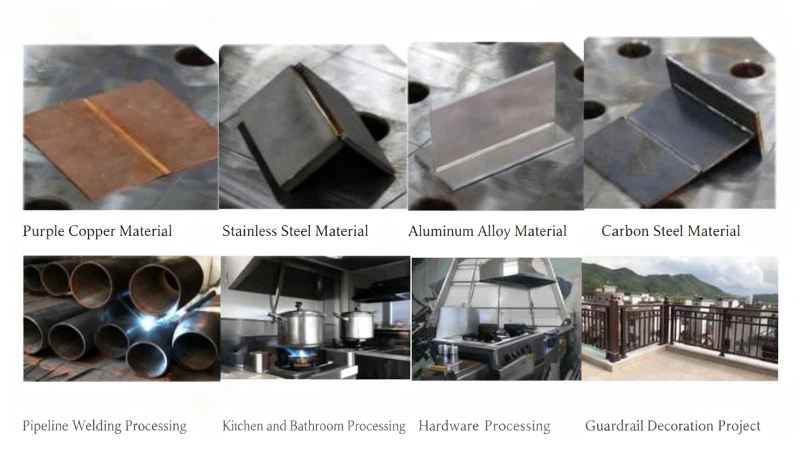
Das Faserlaser-Schweißen hat in verschiedenen industriellen Bereichen ausgereifte Anwendungen gefunden und ist zu einer Schlüsseltechnologie zur Verbesserung der Produktqualität geworden. Im Bereich der Edelstahlverarbeitung lässt es sich für das Abdichtungsschweißen von Rohren und Blechen einsetzen. Die Schweißnähte sind eben und gleichmäßig durchgeschmolzen, was die Zuverlässigkeit der Komponenten unter komplexen Betriebsbedingungen sicherstellt. Im Bereich der Kernenergieausrüstung erfüllt das Faserlaser-Schweißen mit seinen Merkmalen geringer Verformung und hoher Dichtheit die Schweißanforderungen an Präzisionskomponenten und entspricht damit strengen Qualitätsstandards. In der Automobilfertigung und bei der Herstellung von Schienenfahrzeugen ermöglichen seine Vorteile hoher Effizienz und Automatisierung eine deutliche Steigerung der Produktivität sowie eine Senkung der Produktionskosten.


 EN
EN
 AR
AR CS
CS NL
NL FR
FR DE
DE IT
IT JA
JA KO
KO PL
PL PT
PT RU
RU ES
ES UK
UK TH
TH TR
TR