Bezpečnost laserové technologie při značení skla je hlavním zájmem uživatelů. Odpověď je jasná: značení skla pomocí laseru je naprosto bezpečné, pokud se používá profesionální zařízení a přesně dodržují provozní postupy. Pro odborné výrobce není bezpečnost dodatečnou funkcí, ale základní logikou konstrukce laserových zařízení. Vývojem moderních profesionálních zařízení jsou rizika eliminována již ve zdroji, což umožňuje bezpečný, čistý a spolehlivý pracovní postup. Tento článek rozebírá bezpečnostní principy laserového značení skla, analyzuje potenciální rizika a ochranné konstrukce zařízení a poskytuje praktické bezpečnostní předpisy, které vám pomohou plně pochopit klíčové body bezpečnosti při značení skla.

I. Základy bezpečnosti: Principy laserového značení a vlastnosti skla
Bezpečnost laserového značení skla je založena na hlubokém porozumění technickým principům a vlastnostem materiálu. Teprve když objasníme mechanismus interakce mezi lasery a sklem, můžeme pochopit nutnost bezpečnostních opatření a způsob, jakým konstrukce zařízení řeší vnitřní výzvy.
1. Principy laserového značení: Dvě základní metody zpracování
Laserové značení je jako použití vysoce přesného „světelného pera“, které soustředí vysokou energii na malé oblasti povrchu skla. Značkovací efekt (matný, ryté čáry, vnitřní obrazy) závisí na způsobu aplikace energie, hlavně rozdělený do dvou kategorií:
- Tepelné zpracování ( CO₂ Laser ): Teplo z CO₂ laserů je snadno pohlcováno sklem. Soustředěná tepelná energie rychle taje nebo odpařuje stopová množství materiálu na povrchu skla a může dokonce generovat kontrolované jemné trhliny, čímž vznikají jasné a trvalé značky;
- Fotoprochemické zpracování ( UV laser ) : UV lasery mají vyšší energii fotonů a jejich základní princip spočívá v rozpouštění chemických vazeb uvnitř skla, čímž dochází k místní změně struktury materiálu. Díky minimálnímu vzniku tepla se tomuto procesu říká „studené zpracování“, což jej činí obzvláště vhodným pro jemné značení.
Základem bezpečného provozu je přesné omezení těchto reakcí s vysokou energií na přednastavenou oblast značení, aby nedošlo k rizikům způsobeným difuzí nebo odchylkou energie.
2. Vlastnosti skla: Proč je zapotřebí zvláštní ochrana?
Vlastní vlastnosti skla určují, že jeho proces značení vyžaduje zvýšenou opatrnost, přičemž hlavní výzvy spočívají ve dvou bodech:
- Riziko tepelného napětí a praskání: Sklo má špatnou tepelnou vodivost. Rychlé ohřátí laserem způsobuje roztažení povrchu, zatímco vnitřek zůstává chladný a tuhý, což vytváří silné vnitřní napětí. Pokud toto napětí překročí nosnou kapacitu materiálu, může dojít k vzniku trhlin nebo dokonce ke zlomení;
- Ochrana integrity povrchu: Cílem bezpečného značení je dosáhnout požadovaného vizuálního efektu (matování, hluboké gravírování atd.), a přitom zachovat celkovou strukturální integritu skla. To je obzvláště důležité u speciálních výrobků, jako jsou tenkostěnné nádoby a kalené sklo.
Proto je nutné, aby laserové zařízení přesně optimalizovalo parametry, jako je výkon, rychlost a délka pulzu. Přednastavená funkce softwaru odborného vybavení zjednodušila proces ladění parametrů pro uživatele.
II. Potenciální rizika a bezpečnostní ochranný design zařízení
Laserové značení skla zahrnuje tři základní potenciální rizika, moderní profesionální zařízení však tato rizika díky inženýrskému návrhu minimalizuje. Porozumění kategoriím rizik a ochranným mechanismům pomáhá jasně posoudit bezpečnost zařízení.
1. Tři základní potenciální rizika
- Nebezpečí záření: Toto je nejzřejmější a nejvýznamnější riziko. Neviditelné laserové paprsky a jejich odražené světlo na hladkých skleněných površích mohou během milisekund přenést vysokou energii do tkáně oka nebo kůže a způsobit trvalé poškození. Úroveň nebezpečí se liší podle vlnové délky laseru, proto je nezbytná cílená ochrana;
- Nebezpečí vedlejších produktů procesu: Proces značení generuje stopové množství látek šířených vzduchem. Při hlubokém gravírování může docházet k vymrštění mikroúlomků nebo rozstřiku roztaveného materiálu; některé procesy produkují jemný kouř obsahující páry a kondenzáty. I když lze tyto jevy zmírnit optimalizací parametrů, stále je vyžadováno cílené řešení;
- Obecná provozní rizika: Zahrnují běžná rizika průmyslového zařízení, jako jsou elektrická nebezpečí z vysokonapěťových zdrojů a kondenzátorů ve zdrojích laseru, mechanická rizika přimáčknutí pohyblivými částmi, jako jsou portály a galvanometrické skenery, a požární rizika, kdy mohou nesfokusované nebo odchýlené paprsky zapálit hořlavé materiály (obaly, papír, prach) v blízkosti.
2. Návrh vícevrstvé ochrany bezpečnosti u odborného zařízení
Bezpečnost moderních laserových zařízení je „vestavěná, nikoli dodatečná“, a eliminuje tak rizika již ve zdroji prostřednictvím vícevrstvé ochranné architektury, která zahrnuje především tři základní návrhy:
- Izolace a ochrana zámku (první linie obrany): Laserový paprsek je úplně uzavřen uvnitř systému, aby se předešlo náhodnému úniku; přístupové dveře jsou vybaveny hardwarovými zámkovými zařízeními, která okamžitě vypnou laserový zdroj při otevření; speciální pozorovací okna dokáží blokovat konkrétní laserové vlnové délky, zatímco umožňují obsluze bezpečně sledovat proces zpracování;
- Optimalizace čistého provozu: Díky vynikající kvalitě paprsku a optimalizované mechanické konstrukci se zajistí, že maximální energie působí na cílovou oblast, čímž se snižuje tvorba nadbytečného tepla, kouře a nečistot; software obsahuje přednastavené parametry specifické pro jednotlivé materiály, které pomáhají uživatelům dosáhnout ideálních výsledků v rámci bezpečných rozsahů výkonu a tak předcházet rizikům způsobeným nesprávnými parametry;
- Shoda a záruka spolehlivosti: Návrh všech zařízení splňuje nebo překračuje přísné mezinárodní bezpečnostní normy, což je ověřeno nezávislými certifikacemi, a zajišťuje, že bezpečnost obsluhy je v každém inženýrském kroku upřednostněna.

III. Praktické bezpečnostní specifikace: Od osobní ochrany po správu prostředí
Profesionální vybavení je základem bezpečnosti, ale přísné provozní postupy jsou nepostradatelným „bezpečnostním příkopem“. Každý detail od osobní ochrany, provozních procesů až po správu prostředí přímo ovlivňuje bezpečnost značkování.
1. Osobní ochranné prostředky (OOP): Základní linie obrany
Osobní ochranné prostředky jsou přímou zárukou bezpečnosti pro obsluhu a musí být důsledně dodržovány:
- Základní ochrana: Ochranné brýle proti laseru jsou rozhodující. Musí být vybrány podle vlnové délky laseru zařízení, aby účinně blokovaly konkrétní světlo (běžné brýle poskytují minimální nebo žádnou ochranu a mohou dokonce zvýšit rizika);
- Doplňková ochrana: V závislosti na provozním scénáři mohou být potřeba ochranné rukavice a další oděvy, aby se předešlo náhodnému kontaktu s horkými plochami nebo třískami.
2. Standardní provozní postupy (SPP): Eliminace provozních rizik
Standardizované provozní postupy mohou zabránit lidským chybám, jejichž klíčové kroky jsou následující:
- Předúvodní kontrola: Ověřte funkčnost všech bezpečnostních blokací; vyčistěte pracovní prostor od odrazivých materiálů, třísek a hořlavých látek; ujistěte se, že je v provozu odsavač nebo systém ventilace (pokud je k dispozici); zkontrolujte čistotu laserové fokusovací čočky, aby byla zajištěna optimální a bezpečná kvalita svazku;
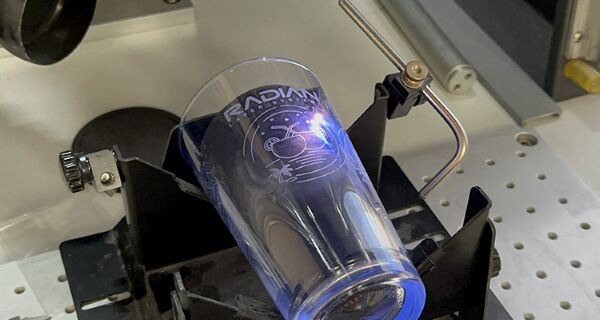
- Upevnění obrobku: Skleněné obrobky musí být pevně utaženy. Neupevněné sklo se může během značení pohybovat, což může vést k nepředvídatelným odrazům svazku nebo chybám při značení;
- Sledování během provozu: Nikdy nenechávejte stroj bez dozoru během jeho chodu; nepřetržité sledování je nezbytné pro včasný zásah. Stejně tak znáte umístění a funkci tlačítka nouzového zastavení (E-Stop), abyste mohli okamžitě reagovat na jakékoli neočekávané situace.
3. Řízení pracovního prostředí: Vytvoření bezpečného provozního prostoru
Rozumné uspořádání fyzické pracovní plochy může dále snížit rizika a posílit bezpečné chování:
- Vymezení prostoru: Laserový pracovní prostor jasně označte pomocí značení na podlaze nebo zábran. Přístup omezte pouze na oprávněný personál;
- Bezpečnostní značení: Umístěte výrazná varovná značení ve všech vstupech do prostoru s nápisem „Laser v provozu“, „Nebezpečí – neviditelné laserové záření“ a uveďte konkrétní vlnovou délku/třídu laseru;
- Dostatečné větrání: I u procesů s nízkým výskytem kouře zajistěte v místnosti dobré celkové větrání. U uzavřených strojů používejte vestavěný nebo doporučený systém odvodu kouře, aby byla zachována kvalita ovzduší.
4. Faktory lidského činitele: školení a oprávnění
Bez ohledu na to, jak bezpečně jsou navrženy laserové gravírovací stroje, bezpečný provoz závisí na kvalifikovaném personálu. Účinné školení a přísná autorizace jsou rozhodující. Všichni obsluhující musí absolvovat formální školení a řídit se návodem k obsluze. Obsluhovat zařízení smějí pouze vyškolení a certifikovaní pracovníci, čímž se zajišťuje odpovědnost a silná bezpečnostní kultura. Tyto opatření dohromady tvoří komplexní „bezpečnostní příkop“ chránící bezpečnost na pracovišti.
Závěr
Vysoká bezpečnost laserového značení skla vyplývá z principiálně bezpečné odborné výbavy, komplexního povědomí o rizicích a důsledných bezpečnostních provozních norem. Výběr zařízení pro laserové značení, které splňuje bezpečnostní normy, je základním předpokladem zajištění bezpečnosti. Ať už se jedná o UV laser, CO₂ laser, vláknový laser nebo hybridní laserový systém, odborná výbava dokáže splnit přesné požadavky na značení a zároveň plně zabezpečit bezpečnost obsluhy i pracovních procesů. Pokud potřebujete další informace o výběru zařízení nebo podrobnosti o bezpečném provozu, neváhejte se obrátit na odborný tým pro přizpůsobené poradenství.
 EN
EN
 AR
AR CS
CS NL
NL FR
FR DE
DE IT
IT JA
JA KO
KO PL
PL PT
PT RU
RU ES
ES UK
UK TH
TH TR
TR