لحام الألياف الليزرية: معيار جديد لتكنولوجيا الوصل الفعّالة في معالجة الفولاذ المقاوم للصدأ
في المجالات الصناعية مثل معالجة الفولاذ المقاوم للصدأ ومعدات الطاقة النووية وتصنيع السيارات، يُعتبر اللحام عمليةً أساسيةً تضمن أداء الإحكام وقوة البنية للمكونات. وتواجه تقنيات اللحام التقليدية...
في المجالات الصناعية مثل معالجة الفولاذ المقاوم للصدأ ومعدات الطاقة النووية وتصنيع السيارات، يُعتبر اللحام عمليةً أساسيةً تضمن أداء الإحكام وقوة البنية للمكونات. وتواجه تقنيات اللحام التقليدية مشكلات مثل عدم انتظام اختراق اللحام، والمدخل الحراري الكبير، والكفاءة المنخفضة. لحام الليزر بالألياف ، وبفضل مزاياه المتمثلة في عميق اللحامات، والسرعة العالية، والأتمتة العالية، أصبح الحل المفضل للحام stainless steel. وباعتبارها المعدات الأساسية في لحام الليزر، فإن أداء الليزر الأليافي وتحسين معاييره يحددان بشكل مباشر جودة اللحام، ما يعزز من تقنية لحام الليزر لتكون إحدى أكثر تقنيات الربط المتقدمة وعدًا في القرن الحادي والعشرين.
لحام الليزر الليفي هو تقنية وصل تستخدم حزم ليزر عالية الطاقة، يُصدرها ليزر أليافي، لتحقيق الاتصال المعدني عبر التوصيل الحراري أو الاختراق العميق. وبالمقارنة مع العمليات التقليدية مثل اللحام القوسي ولحام الاحتكاك، فإن هذه التقنية تتمتّع بمزايا بارزة: كفاءة عالية في التحويل الكهروضوئي مع فقدان منخفض للطاقة؛ وجود جودة ممتازة لحزمة الليزر، مما يسمح عند تركيزها بتحقيق كثافة طاقة عالية جداً، ما يؤدي إلى وصلات لحام ذات نسبة عمق إلى عرض كبيرة؛ ومدخل حراري منخفض يقلل من تشوهات اللحام ويحافظ على خصائص ركائز الفولاذ المقاوم للصدأ؛ ولا يتطلب وجود بيئة فراغية؛ وسرعة لحام عالية تناسب الإنتاج الضخم.
يُقسَّم لحام الليزر الليفي أساسًا إلى نمطين: لحام التوصيل الحراري ولحام الاختراق العميق. ويتميَّز لحام التوصيل الحراري بكثافة طاقة منخفضة (أقل من ١٠⁴–١٠ واط/سم²)، ما يؤدي إلى عمق اختراق ضحل وسرعة بطيئة، وهو مناسب لربط مكونات الفولاذ المقاوم للصدأ الرقيقة. أما لحام الاختراق العميق فيتميَّز بكثافة طاقة عالية (أكثر من ١٠–١٠ واط/سم²)، حيث يتكوَّن «مجرى مفتاحي» (Keyhole) على سطح المعدن، ويتم انتقال الحرارة بكفاءة عبر هذا المجرى. ويتميَّز هذا النمط بسرعة لحام عالية وعمق اختراق كبير، مما يجعله مناسبًا تمامًا لمتطلبات لحام أنابيب ولوحات الفولاذ المقاوم للصدأ متوسطة السمك وسميكة السمك. وفي معالجة الفولاذ المقاوم للصدأ، يمكن لتقنية لحام الليزر الليفي أن تجنب بفعالية العيوب مثل عدم الاختراق الكامل واللحام غير المنتظم التي تظهر في عمليات اللحام التقليدية، مما يضمن أداء الختم والاستقرار الهيكلي للمكونات. وتُستخدم هذه التقنية على نطاق واسع في المجالات التي تتطلب جودة لحام صارمة، مثل معدات الطاقة النووية وقطاع الفضاء والطيران.
فك تشفير المعايير الأساسية: التأثير الرئيسي للبعد البؤري ومقدار الانزياح البؤري
تعتمد جودة لحام الليزر الأليافي بشكل رئيسي على التنظيم الدقيق لمعلمات مثل البعد البؤري ومقدار الانزياح البؤري. والبعد البؤري هو المسافة من النقطة التي يتركّز عندها شعاع الليزر إلى العدسة بعد مروره عبر عدسة التركيز، وهو ما يؤثر مباشرةً في قطر البقعة وكثافة الطاقة — حيث يتناسب قطر البقعة طرديًّا مع البعد البؤري. فبُعد بؤريٌّ طويلٌ جدًّا يؤدي إلى تشتُّت الطاقة، مما يحول دون تكوّن اختراقٍ فعّال؛ أما بُعد بؤريٌّ قصيرٌ جدًّا فيركّز الطاقة بشكل مفرط، ما قد يتسبب في احتراق الركيزة. وقبل إجراء عملية اللحام الفعلية، لا بد من معايرة النقطة البؤرية باستخدام طرق مثل لحام المسح المائل: أي تحريك رأس لحام الليزر من وضع منخفض إلى مرتفع، والنقطة الأضيق في خط اللحام تمثّل النقطة البؤرية، حيث تكون كثافة الطاقة أعلى ما يمكن، وتكون نتيجة اللحام مثلى.
وبوصفه قيمة انحراف عن الطول البؤري، فإن مقدار الانزياح البؤري يؤثر تأثيرًا أكبر على عمق الاختراق أثناء اللحام. ويُقصد بمقدار الانزياح البؤري المسافة الانحرافية بين النقطة البؤرية وسطح قطعة العمل أثناء عملية اللحام الفعلية، وهو ينقسم إلى انزياح بؤري موجب (حيث تكون النقطة البؤرية فوق قطعة العمل) وانزياح بؤري سالب (حيث تكون النقطة البؤرية أسفل قطعة العمل). وتبيّن التجارب أن الانزياح البؤري السالب يميل أكثر إلى تحقيق عمق اختراق أكبر. وعندما يتراوح مقدار الانزياح البؤري بين -٤ مم و-٢ مم، يمكن أن يتجاوز عمق الاختراق ٢ مم، ما يلبّي متطلبات لحام الأنابيب المصنوعة من الفولاذ المقاوم للصدأ ذات سماكة الجدار ٢٫٥ مم. وعلى العكس من ذلك، فكلما زادت مسافة الانزياح البؤري الموجب، قلّ عمق الاختراق. وعندما يصل مقدار الانزياح البؤري الموجب إلى ٤ مم، لا يتجاوز عمق الاختراق ١٫١٥ مم، ما يصعب معه تلبية متطلبات مقاومة اللحام. فعلى سبيل المثال، في لحام الأنابيب المصنوعة من الفولاذ المقاوم للصدأ، قد يؤدي التشغيل وفقًا للطول البؤري النظري المذكور في دليل التشغيل الخاص بالمعدات إلى حدوث اختراق غير كافٍ بسبب الانزياح البؤري الفعلي المفرط. ولذلك، فمن الضروري تحسين معايير الانزياح البؤري السالب بعد تحديد الطول البؤري من خلال المعايرة الفعلية لتحقيق تأثير لحام مثالي.
سيناريوهات الاستخدام الصناعي: من معالجة الفولاذ المقاوم للصدأ إلى التغطية المتعددة المجالات
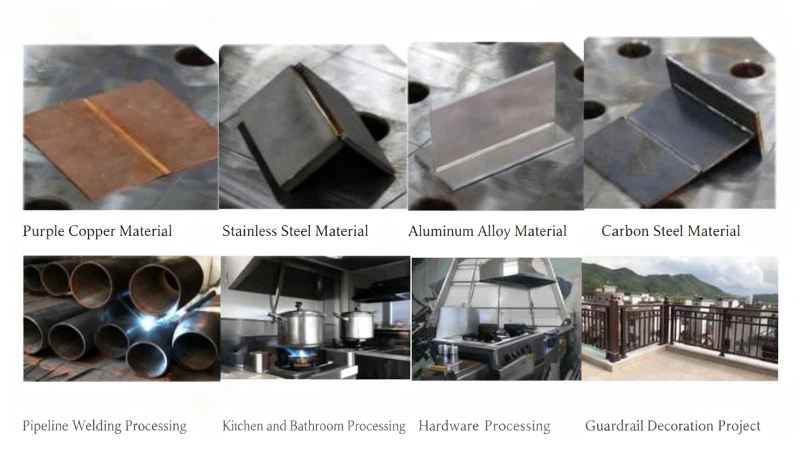
حقَّقت لحام الألياف الليزرية تطبيقات ناضجة في مختلف المجالات الصناعية، وأصبحت رابطةً أساسيةً لتحسين جودة المنتجات. وفي مجال معالجة الفولاذ المقاوم للصدأ، يمكن استخدامها في لحام إغلاق الأنابيب والألواح. وتتميز الوصلات اللحامية بالانسجام والانتظام في الاختراق، مما يضمن موثوقية المكونات في ظل الظروف التشغيلية المعقدة. أما في مجال معدات الطاقة النووية، فإن خصائص لحام الألياف الليزرية المنخفضة التشوه والعالية الإحكام تلبّي احتياجات لحام المكونات الدقيقة وتحقق المعايير النوعية الصارمة. وفي قطاع تصنيع السيارات وتصنيع عربات السكك الحديدية، فإن مزايا هذه التقنية من حيث الكفاءة العالية والتشغيل الآلي تُسهم بشكل كبير في رفع كفاءة الإنتاج وتخفيض تكاليفه.


 EN
EN
 AR
AR CS
CS NL
NL FR
FR DE
DE IT
IT JA
JA KO
KO PL
PL PT
PT RU
RU ES
ES UK
UK TH
TH TR
TR