 EN
EN
 AR
AR CS
CS NL
NL FR
FR DE
DE IT
IT JA
JA KO
KO PL
PL PT
PT RU
RU ES
ES UK
UK TH
TH TR
TR




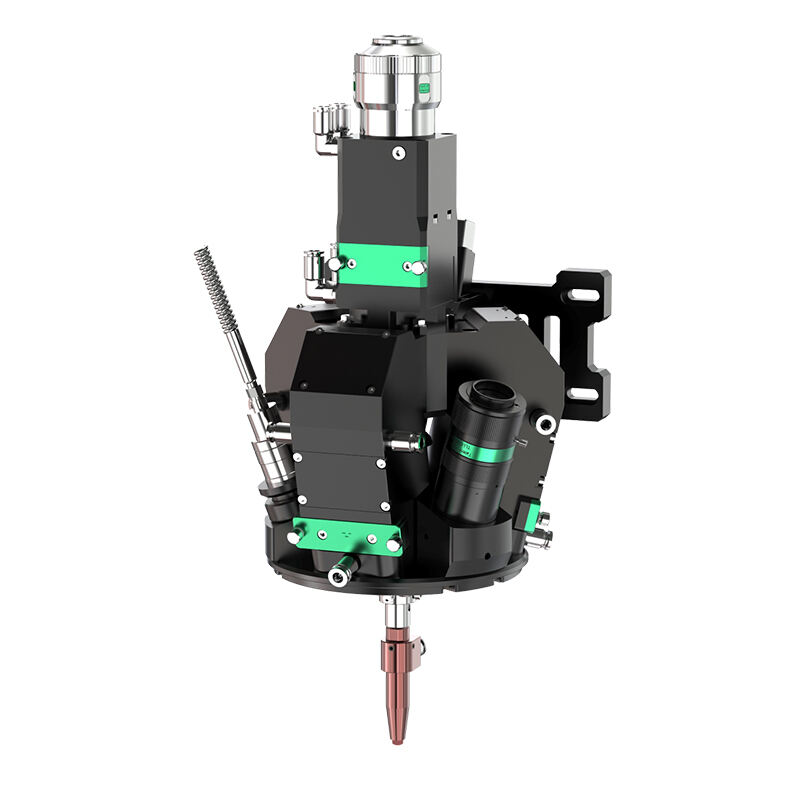
Підсилювач BP06K коаксіальна головка лазерного зварювання з подачею дроту
Опис товару
The Підсилювач BP06K коаксіальна головка лазерного зварювання з подачею дроту сумісний з рівнем потужності 6000 Вт, має довжину хвилі передачі 900-1100 нм і підтримує діаметри дроту в діапазоні від 0,8 мм до 1,6 мм. Його основна перевага полягає в «конструкції трьохпроменевого охоплення дроту»: падаючий лазер формується у три промені з рівномірним розподілом енергії, які відбиваються, фокусуються та збираються вертикально у конічній формі, рівномірно огортаючи дріт для його плавлення.
У порівнянні з аналогічними закордонними продуктами він має простіше оптичне рішення та нижчі експлуатаційні витрати. Пристрій також відрізняється високою якістю наплавлення та ефективним охолодженням, що робить його широко придатним для застосування в сценаріях лазерного наплавлення та прецизійної обробки.
Особливості продукту
- Висока вартість-ефективність для скорочення витрат і підвищення ефективності
Спрощене, але надійне оптичне рішення усуває високі витрати на технічне обслуговування, спричинені складною конструкцією. Завдяки компактним розмірам і вазі всього близько 8,0 кг, його легко інтегрувати в різноманітне обладнання, одночасно знижуючи експлуатаційні та сервісні витрати.
- Відмінна якість облицювання та стабільний процес
Застосування рішення з трьома променями для подачі дроту забезпечує коаксіальний вихід дроту/порошку з внутрішнього боку без обмежень за напрямком, що призводить до мінімального розбризкування під час процесу плавлення. Захист кільцеподібним повітряним ножем на 360° ізолює дим та бризки, запобігає забрудненню лінзи та забезпечує постійну точність обробки.
- Ефективне охолодження для подовженого терміну служби
Ключові лінзи мають конструкцію з прямим водяним охолодженням, що ефективно зменшує вплив теплового лінзового ефекту, запобігає пошкодженню лінз через високі температури, подовжує термін служби основних компонентів і забезпечує стабільну довготривалу роботу.
- Модульне розширення для різноманітних потреб
Може бути оснащений модулем моніторингу CCD та модулем замкненого контуру регулювання температури для відстеження процесу обробки та змін температури в режимі реального часу, що полегшує своєчасну корекцію технологічних параметрів і підвищує контрольованість якості обробки.
Технічні параметри
| Категорія параметрів | Назва параметра | Деталі |
|---|---|---|
| Основні експлуатаційні параметри | Рівень потужності | 6000W |
| Довжина хвиль передачі | 900-1100нм | |
| Параметри подачі дроту | Сумісний діаметр дроту | 0,8-1,6 мм (звичайно сумісно з 0,8 мм, 1,0 мм, 1,2 мм, 1,6 мм) |
| Параметри газу | Швидкість подачі коаксіального захисного газу | 0-20Л/хв |
| Швидкість подачі захисного газу через повітряний ніж | 0-40Л/хв | |
| Фізичні параметри | Вага | ~8.0кг |
| Опціональні конфігурації | Модулі розширення | Модуль моніторингу CCD, модуль замкненого циклу керування температурою |
Застосування
Галузь відновлення лазерного наплавлення
Придатний для відновлення зносу та корозії механічних деталей (наприклад, шестерень і валів). Три промені рівномірно обгортають дріт, забезпечуючи міцне зчеплення шару наплавлення з мінімальним розбризкуванням, що дозволяє відновити розміри та експлуатаційні характеристики деталей і знизити вартість заміни новими
Галузь створення високотвердих покриттів
Використовується для нанесення високотвердих покриттів (наприклад, зносостійких і корозійностійких) на поверхню металевих заготовок, таких як підвищення міцності форм і різальних інструментів. Модульне керування температурою та моніторинг CCD дозволяють точно контролювати товщину та якість покриття, продовжуючи термін служби заготовок
Галузь обробки прецизійних компонентів
Для прецизійних компонентів у авіаційно-космічній та автомобільній промисловості (таких як деталі двигунів і трансмісій) конструкція коаксіальної подачі дроту без орієнтації може адаптуватися до обробки складних структур, забезпечуючи точність обробки та якість поверхні ключових частин компонентів.
Галузь загального промислового адитивного виробництва
Застосовується у адитивному виробництві невеликих металевих компонентів. Багато типорозмірів дротів (0,8–1,6 мм) задовольняють різні потреби формування, а ефективне охолодження та захист повітряним ножем забезпечують стабільні процеси формування, зменшуючи кількість браку при адитивному виробництві.
